Compensating for Thermal Expansion to Maintain Part Accuracy
Moldmakers, who must consistently produce very accurate and precise molds, need to learn how to overcome and work with thermal expansion.



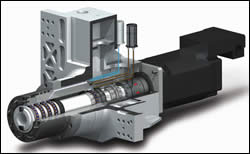
One way to eliminate as much heat as possible can be accomplished by using a chiller to cool the spindle, allowing it to run as cool as possible. The chiller will maintain a consistent temperature range within the spindle cartridge, even in extreme duty cycles, to within a few degrees of ambient. Shown here are the chiller lines within the direct drive spindle housing (gold lines). Blue lines are a new grease lubrication system to the bearings.
The first consideration in dealing with heat is that which is generated in the spindle by the bearings, belts and spindle motor. In a C-frame machine, this heat migrates into the casting, affecting the Y-axis and Z-axis.

Using these tools will be the best way to ensure overall system accuracy—and thus, part accuracy—during high-duty cycles. That way you eliminate a majority of the effects of heat within the machine and its negative effect on part precision.
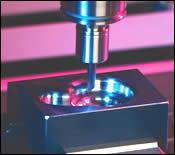
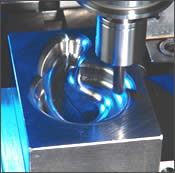
Precise, polished molds like this require an expert moldmaker, one who understands more than just feeds and speeds, but has a firm grasp of thermal dynamics of the machine tool over high-speed, long-duty runs. Images courtesy of Hardinge, Inc.

As the machine expands, the effects of this thermal expansion force operators to continuously chase tolerances and/or mismatches in surfaces.
Parts' overall accuracy is critical to moldmakers. Compensating for the effects of thermal expansion in the machine tool is one of the critical functions in maintaining overall part accuracy. Thus, understanding how to overcome and to work with thermal expansion demands the attention of moldmakers, who must consistently produce very accurate and precise molds—and have more to do than worry about the negative effects which heat within their machine has on their parts.
Our first consideration in dealing with heat is that which is generated in the spindle by the bearings, belts, spindle motor and the slide ways. In a C-frame machine structure this heat migrates into the casting, and we see expansion in the Y-axis and Z-axis. As the Y-axis expands due to heat, and the column of the machine tends to lean forward and down, the Y-axis and Z-axis positions are affected.



Once the machine thermally stabilizes, the column tends to move back close to its original position. As the machine expands, the effects of this thermal expansion force operators to continuously chase tolerances and or mismatches in surfaces. This heating and cooling process could possibly continue throughout the day, as the machine sits idle during setup or lunch breaks.We want to address these thermal expansion issues to eliminate as much heat as possible. This can be accomplished by using a chiller to cool the spindle, allowing it to run as cool as possible. The chiller will maintain a consistent temperature range within the spindle cartridge, even in extreme duty cycles, to within a few degrees of ambient.
Now that we’ve removed a significant amount of heat, let’s turn our attention to spindle lubrication.
Keeping the Spindle Lubricated
A new technology exists that ensures proper grease distribution to the spindle bearings over long duty cycles. This new grease lubrication system applies a shot of grease every 70 hours to each of the spindle bearings to ensure proper lubrication.
What is unique about this new technology is that typically grease-packed spindles are packed for life and never get re-lubricated. It’s quite normal in moldmaking for spindles to be running at top speed for many hours, resulting in the grease being thrown out of the bearings by centrifugal force. Once the grease goes away, the heat begins to build, the bearings begin to fail and your spindle is done. So by having a re-lubrication system, there effectively is no limitation on spindle hours, as the spindle’s always being greased.
Now that we have a well-lubricated, cool spindle, and we’ve removed a majority of the heat, we still need to compensate for the effects of the remaining heat in the system. A system called dynamic thermal compensation should be employed. Sensors or thermal couples are mounted to the machine head and base casting to monitor head temperature versus ambient (room) temperature. While the machine is cutting, the system is continuously measuring and compensating for thermal expansion. Every 15 seconds the system compensates for the growth of the machine, down to one micron.
The machine is always alive, moving to compensate for heat-driven growth. Other builders address thermal compensation, but not dynamically. They don’t measure all the time (if at all). The theory, “We know this machine grows a certain amount, so we’re going to compensate just for that amount.” This approach is a huge mistake because the assumption is that the machine heats and cools the same way, every time, under all duty cycles.
Dealing with Heat within the Ball Screws
Another source for thermal expansion that needs to be dealt with is the heat generated at the ball screw. As with most moldmaking operations that require long cycle times at generally high feedrates, part accuracy can be affected due to thermal expansion of the ball screw.
Due to the high-speed axis motion, an expansion in the X-axis, the Y-axis and the Z-axis can be seen. Like the expansion in the head, the effects will be inaccuracies in the part (mold cavity, core, etc.), which may lead to the need for re-work or additional polishing.
As each axis of the machine has a motor that drives one end of the ball screw, the motor knows where it is and how fast it’s going from an encoder that’s mounted on the end of the motor. As the motor spins, the encoder spins with it, and that’s how it tracks the position of the table. This is called indirect measurement.
Most shops today utilize indirect measurement systems, which is fine for many applications; however, in moldmaking this may not offer the most accurate and consistent results. When you have growth in the ball screw, the encoder has no way of knowing that. As the encoder is down at the other end of the ball screw, it doesn’t know exactly where the table is.
So with expansion the table may be in a different location than when you started. One may think that this is a relatively small consideration, but on a machine using high-duty cycles and high feedrates, traversing a 40" area, growth could amount to numbers in the thousandths, which in machining terms is huge. This is not insignificant, however; it needs to be dealt with.
By pre-tensioning and stretching the ball screw, we can significantly reduce the effects of thermal expansion. Cheaper machine builders will try to sell against pre-tensioning and stretching ball screws. Why? Because in order to pre-tension and stretch a ball screw properly, you need to support it at both ends correctly.
You need to use high-quality angular contact thrust bearings and fix or secure the ball screw at each end. In addition to pre-tensioning and stretching the ball screw, some builders will offer a ball screw chilling system to help reduce heat. A ball screw chilling system circulates “cool fluid” through the ball screw. If implemented properly, this system will also help to minimize the heat generated in the ball screw.
Moving from Indirect Measurement to Direct Measurement: Linear Scales
To eliminate the potential issues associated with indirect measurement systems, a recommended approach is to apply direct measurement or linear scales. The scales give us a direct system whereby the control gets its velocity or speed feedback from the encoder on the motor, and its positioning information comes from the linear scale.
The linear scale is mounted directly to the machine. The actual table position is measured, which eliminates any error due to ball screw growth. That’s what we call a complete closed loop system, because the feedback for the speed (velocity) is coming from the encoder and the feedback for the position is coming from the scale (actual table position).
Summing Up
With all of that said, what we want to do is eliminate heat as much as possible from the system, ensure continuous, proper lubrication of the spindle during long duty cycles, and have some form of dynamic thermal compensation to reduce the effect of expansion in the spindle head. Then, we want to apply a direct measurement system with linear scales for the axes (as opposed to indirect measurement system) to eliminate the effects of thermal expansion at the ball screw.
Using these tools will be the best way to ensure overall system accuracy—and thus, part accuracy—during high-duty cycles. That way we’re really doing our best to elimi-nate a majority of the effects of heat within the machine and its negative effect on part precision.
















Related Content


Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read MoreRead Next

CNC Grinders Decrease Manpower, Improve Delivery Times
Switching from manual to CNC grinders results in leadtime, programming, accuracy and tolerance benefits for this moldmaker.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More