
Enhancing the Benefits of Multi-Component Molding Analysis
Automatically generating surface and solid meshes of a part, part insert and mold base calls for a simulation tool for over-molding and insert molding along with a robust pre-processor.

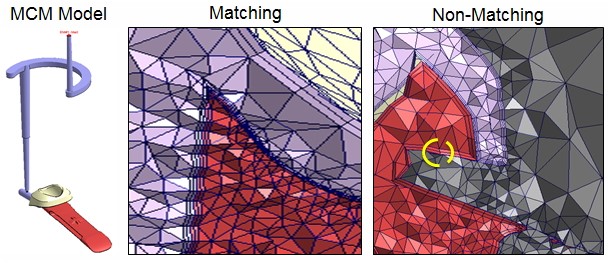
The latest version of Moldex3D's simulation tool supports both matching and non-matching mesh models, which means a solid mold base can be generated in a non-matching model.
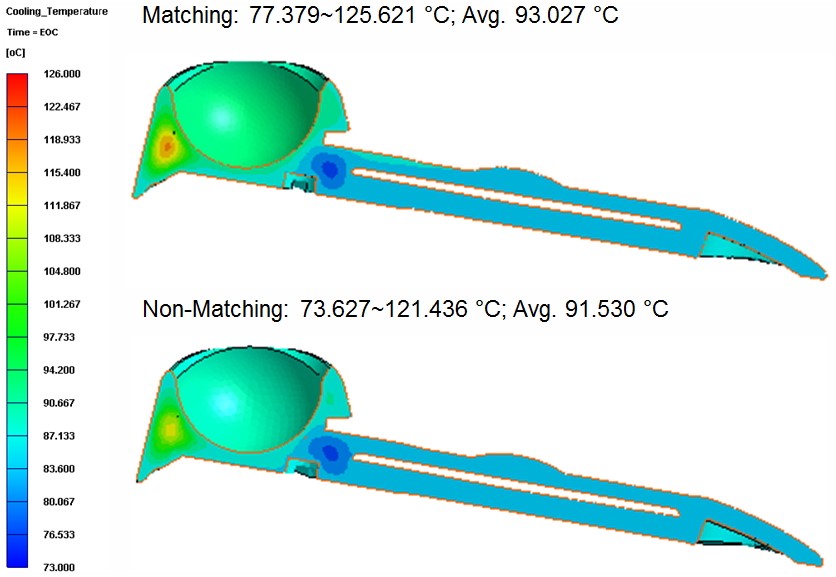
FIGURE 1 Comparing temperature results between matching mesh and non-matching mesh models.
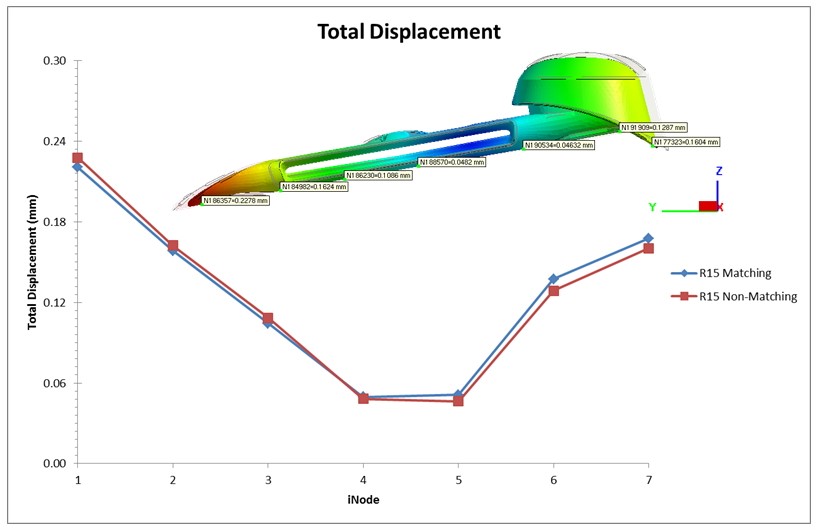
FIGURE 2 Matching and non-matching mesh models yield close Z-displacement results.



Multi-component molding helps produce complex parts by combining several components inside the mold, eliminates the need for post-molding assembly, bonding or welding, reduces overall manufacturing costs, promotes design flexibility and improves part aesthetics, value, quality and function.
Here, Moldex3D explains how non-matching mesh technology has been extended to support the automatic creation of non-matching mesh connections between the part and the part insert/mold base, which eliminates hours of manual effort spent on matching mesh interfaces.



The first component is a part insert that is pre-placed in the cavity to be over-molded by the polymer melt. This insert can be plastic (over-molding) or metal (insert molding). The key is preparing a good mesh model that incorporates the part insert, which can be challenging when accurate analysis results need to be attained simultaneously. The solution is a simulation tool for over-molding and insert molding along with a robust pre-processor to automatically generate surface and solid meshes of the part, part insert and mold base.
Previous versions of the simulation tool from Moldex3D support non-matching mesh topology at the contact faces between the part and the part insert. Its analysis could have continuous results across the non-matching mesh boundary, which reducees the time and effort for completing the mesh preparation without bothering to match the mesh elements. This latest version extends the functionality of the non-matching feature by allowing users to generate a solid mold base for the model with a non-matching part and part insert.
Figures 1 and 2 show an example of generating a solid mold base using the non-matching feature for an over-molding model. Both the part and part insert materials were PC+ABS, and the melt temperature, mold temperature and initial part insert temperature were 265 °C, 75 °C, and 30 °C, respectively.
The results from matching the mesh model were used as the reference for the non-matching mesh model. The temperature profile and the Z-displacement were evaluated. The simulation result of the non-matching mesh model is similar to the result from the matching mesh model, indicating that the solid mold base in a non-matching mesh model can work well.
Related Content
-
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
-
Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
-
MMT Chats: 5 in 5 with Best Tool and Engineering
MoldMaking Technology Editorial Director Christina Fuges reveals 5 best practices for improving efficiencies within shops...in 5 minutes. Our guest is Joe Cherluck, President of Best Tool and Engineering in Clinton Township, Michigan. This episode is brought to you by ISCAR.








