
Angles Stop Negative Areas from Undercutting the Injection Process
The new vertical lifter design provides a range of advantages during mold construction: space savings, easier machining and simplicity of assembly.
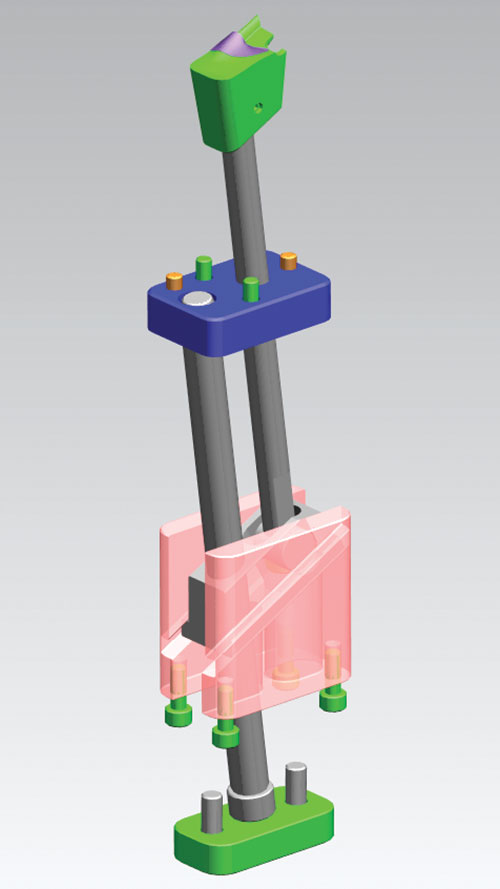
This schematic shows the complicated mechanical requirements of traditional-style inclined lifters.
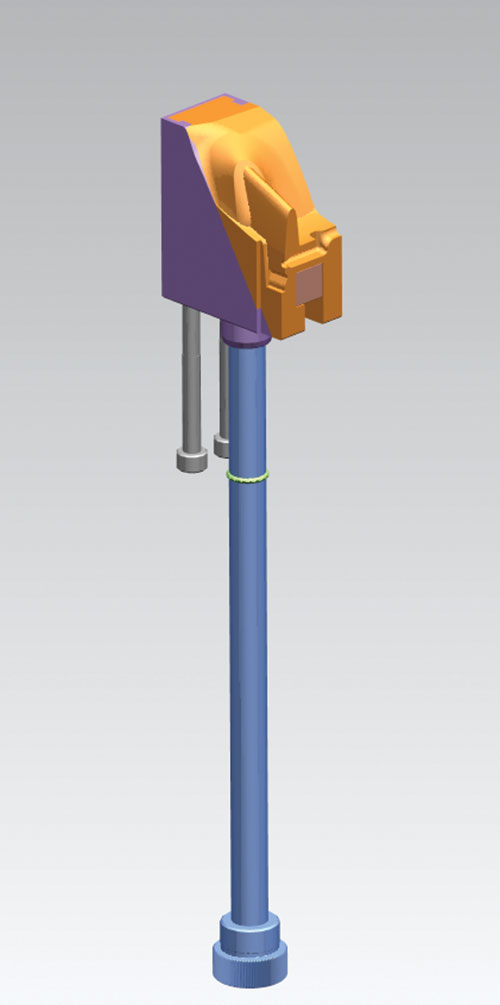
Illustration showing the more simplified construction of Cumsa’s vertical lifter design.

The problems with the Audi Q3 S-Type grille were the large angle of the undercuts, the large number of undercuts per bar and the high number of mold cavities.



For one injection molder and toolmaker it was time to examine a completely new approach to one of the common problems that arises during the design stage of a plastic injection mold: undercut release.
Maier S. Coop of Guernica, Spain realized the more complex injection molded parts become, the more difficult it can be to remove them from the tool. In many plastic parts, negative or undercut areas need to be released in order to allow the part to be ejected. Sometimes it is not possible to do this by means of a conventional external slide core, so it is necessary to use an angled device actuated by the movement of the ejector plate that carries the ejector pins.
Seeking a Nontraditional Solution
The traditional solution to this particular problem has always been to use lifters or other similarly angled mechanisms that convert the ejector plate movement into lateral part release, which allows the undercut to be freed.



However, this has always required difficult angled machining operations for the mold plates and inserts. In the case presented here, the molded products in question are chrome-plated bars on a car’s front grill—namely, the Audi Q3 S-Type. The problem was threefold: (1) the large angle of the undercuts; (2) the large number of undercuts per bar; and, (3) the high number of mold cavities.
Once Maier discovered the undercuts could be released by using DH series vertical lifters from Cumsa, the company contacted the supplier and learned that a number of modifications would be required. Some of them would be relatively easy (such as an increase in the length of the pin), but others would not be (such as the release of undercut angles of up to 28 degrees from an ejection stroke of 13 mm).
Cumsa helped by modifying its lifters quickly enough to allow Maier to develop two different solutions for the same problem. Maier manufactured two different molds—one with traditional-style inclined lifters and the other with Cumsa’s devices.
Time and Cost Savings, Processing Improvements
According to Cumsa, its system provides a range of advantages during mold construction, which Maier believes includes space savings, easier machining and simplicity of assembly.
In addition, the system is expected to also reduce maintenance requirements for the entire life of the mold. According to Maier, the machining process has been simplified and plenty of space has been freed up in the ejector plates, making possible the addition of many more regular ejector pins, should they be required.
With this new design, the required ejector stroke is reduced, which creates faster cycle times, hence cost savings, according to Maier. This can also be added to the time savings for mold construction, which is quoted at 40 percent thanks to the ability to machine less and more easily.
This system also allows two units to be assembled very closely together, which in the case of most conventional lifters is not possible. According to Cumsa, it also is developing a completely new range of lifters based on this concept, which will target large molds with deeper release movements.












Related Content

True Five-Axis Machine Yields More Throughput, Greater Productivity
CDM Tool & Mfg. Co. LLC increased shop capacity thanks to a versatile high-speed/high-accuracy five-axis Fooke mill capable of cutting very large workpieces quickly and accurately with fewer setups.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Control Helps Push the Limits of Five-Axis Micro Mold Machining Accuracy
Toolmaker quickly meets the demands of critical medical device manufacturers with a new five-axis machine tool equipped with the right control technology.
Read More
Quickly Troubleshoot New Molding Defect with Moldfilling Software
SyBridge Technologies analyst compares original, new Moldflow process simulation results, solves molding defect without tool needing to be taken out of production.
Read MoreRead Next

Calculating the Benefits of Standard Slides
Design flexibility, time savings, engineering support and design assistance are great benefits to moldmakers from standard components.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More