
Advances in Mold Cooling Simulation
A review of rapid heating and cooling technology as part of the injection molding process and the role of injection simulation software.


Examples: Matt grade ABS molded without Rapid Temperature Cycling- RTC™ (on Left) and with Rapid Temperature Cycling - RTC™ (right).
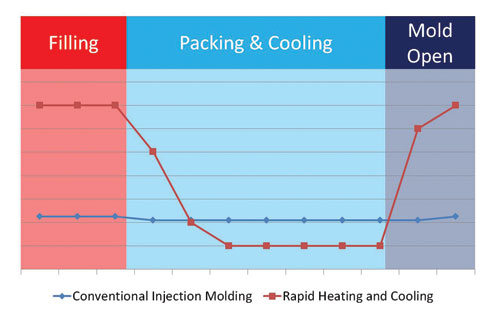
Coolant temperature during a cycle, conventional molding vs. rapid heating and cooling.
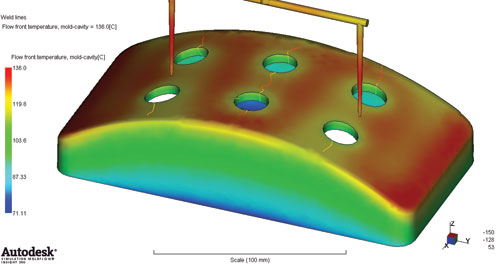
FIGURE 3: To minimize weld line visibility, you can flow front temperatures, moldcavity and weld line results plots, to make sure that weld lines formed at high temperatures mold surface temperatures.
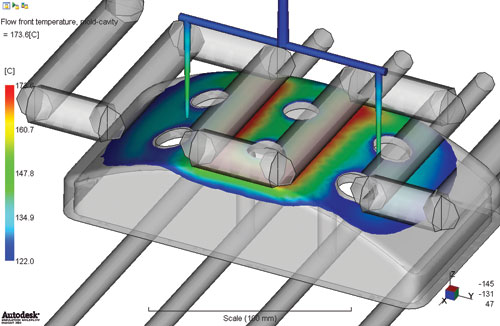
FIGURE 4: Left: Flow front Temperature, mold–cavity above the Tg using rapid heating and cooling using a conventional cooling channel, Right: optimized conformal cooling channel layout using the same temperature scale.



High quality plastics components are becoming an increasingly important part of the perceived quality of products. An important part of this high quality perception is a flawless and often high gloss surface finish. Traditional methods such as surface coatings and other secondary operations are often expensive and impractical for high-production volumes. In many cases, the high gloss, high quality surface finish can be achieved by rapid heating and cooling technology as part of the injection molding process (see Figure 1).
A Contradiction
The ideal mold processing conditions for the mold filling and cooling phases contradict each other. A super high gloss surface finish can be achieved by injecting into a very hot mold, even if standard grade resins are used. Visible surface defects like weld line silver streaks and splay marks are eliminated. Even glass fiber filled plastics can achieve a high quality surface finish due to the formation of a resin rich surface.
The hotter mold allows for longer flow lengths with thinner wall sections, and better replication of the tool surface (transcription) is possible. Mold filling pressures are reduced by up to 50 percent and lower filling pressures result in lower levels of in-molded stresses resulting in less warpage and distortion.



However, the quality benefits brought about by injecting into a hot mold come at the expense of a longer cooling time, affecting the bottom line. With conventional injection molding the mold temperature is held at a more or less constant temperature. When aspects like surface quality are not important, the mold temperature is typically set to a point where a part can be produced in the shortest possible time. However, when a high quality surface finish is required, the mold temperature may have to be raised to a temperature where the part can no longer be produced in a cost-effective way.
A Solution
Rapid heating and cooling technology avoids the compromised solution of a single mold temperature setting for both the injection and cooling phases. Instead it provides optimal conditions for both the filling and the cooling phases.
During mold filling, the mold surface in contact with the polymer is heated to above the ‘Glass Transition Temperature’ (Tg) of the polymer to achieve the best possible product surface quality. Subsequently, the mold temperature is quickly reduced during the cooling phase to achieve the shortest possible cycle time. The mold is then re-heated in preparation for the next cycle (see Figure 2).
Rapid heating and cooling introduces new opportunities; however, it also introduces new variables. Not only are the layout of the cooling channels and the mold materials important, but the optimum heating technology needs to be chosen (e.g., pressurized hot water, steam, induction heating, heater elements, etc.). Then the selection of the optimum temperatures levels, combined with the correct timing of the heating and cooling to maintain the temperature levels along with unfamiliarity with the technology can create uncertainty.
Added Insight
This is where simulation can play a significant role; it enables the mold designer to make informed decisions. When the number of variables and options become too many to understand intuitively, simulation technology can help create insights, explore alternatives and minimize risk.
Over the past few years new capabilities have been added to injection simulation software to bring insights into what is happening inside the mold during a conventional injection molding cycle. This has now been expanded to include rapid heating and cooling technology, to help choose the best technology to optimize the layout of cooling channels, heating elements and thermocouples.
The simulation software can also help understand the effect of rapid heating and cooling on the actual part. Flow front Temperature, mold–cavity1 can show the local temperature of the mold at the moment the melt front passes by. In areas that require a high gloss surface finish, this result should show a uniform temperature distribution above the Tg of the material. The same result can also be used in combination with the Weld line result to ensure that weld lines are formed above Tg to strengthen them and make them invisible to the human eye (see Figure 3).
Conformal cooling is frequently used in combination with rapid heating and cooling, because it allows a quick and localized response to the temperature changes. The advantages are very obvious when comparing the two different cooling layouts in Figure 4. The Flow front Temperature, mold–cavity result with the conventional channel design on the left is very non-uniform, and towards the sides even below Tg (transparent). The same result with a conformal cooling layout shows a much more uniform temperature above Tg, and should result in a uniform, high quality surface finish.
Summary
In conclusion, rapid heating and cooling technology provides the ability to create high quality plastic parts. Simulation technology can help provide insight into the process and help ensure the desired quality standards can be achieved.
References
1A new result in Autodesk Simulation Moldflow 2013.












Related Content

The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
Tolerancing in Mold Design, Part 1: Understanding the Issues of Conventional Bilateral Tolerancing
Mold designers must understand the location, orientation and form limitations of conventional tolerancing before changing to another dimensioning system.
Read MoreRead Next

Mold Cooling Optimization From a Moldmaker's Perspective
Mold cooling is the single most important factor in terms of mold productivity. Mold cooling improvements will influence cycle time and part quality - both of which will directly impact profitability.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More