Advanced Thermal Control
Integrating heating and cooling into the mold helps improve injection-molding control and flexibility.
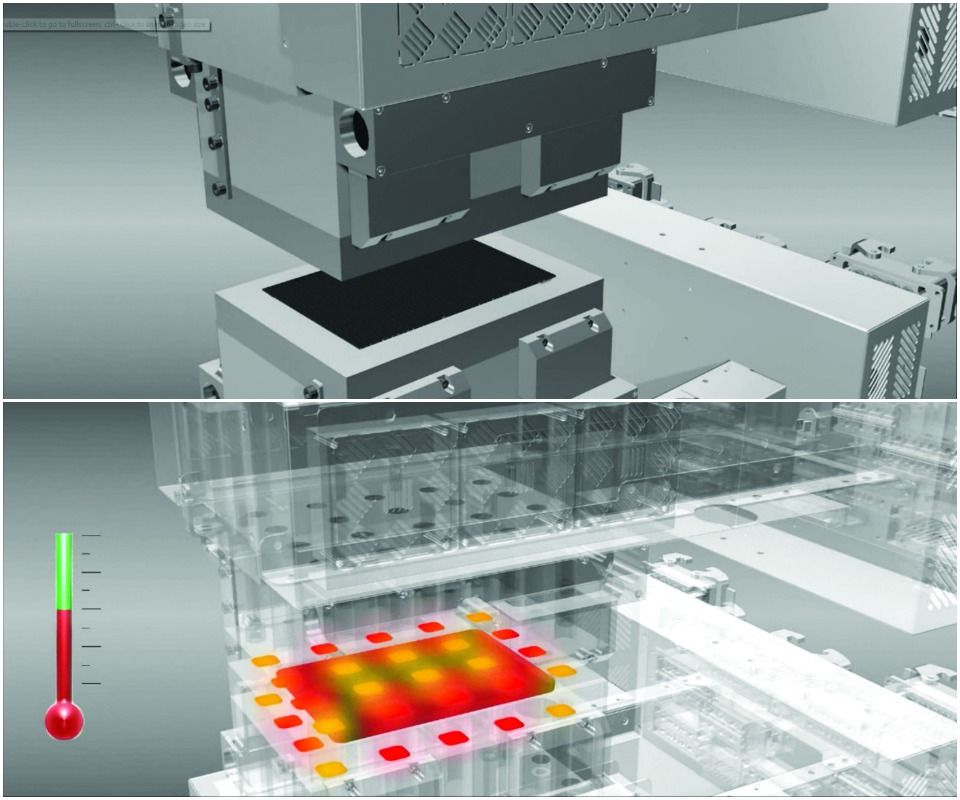
Figs. 1 and 2 - This advanced rapid heat/cool process uses multiple independently heated and cooled zones arranged in a grid layout to locally control mold-face temperatures in real time within the molding cycle. Using forced air, this process locally switches between heating and cooling on demand, so that thermal profiles can be set to match the melt temperature in specific regions before applying controlled cooling ramps. Images courtesy of Surface Generation Ltd.
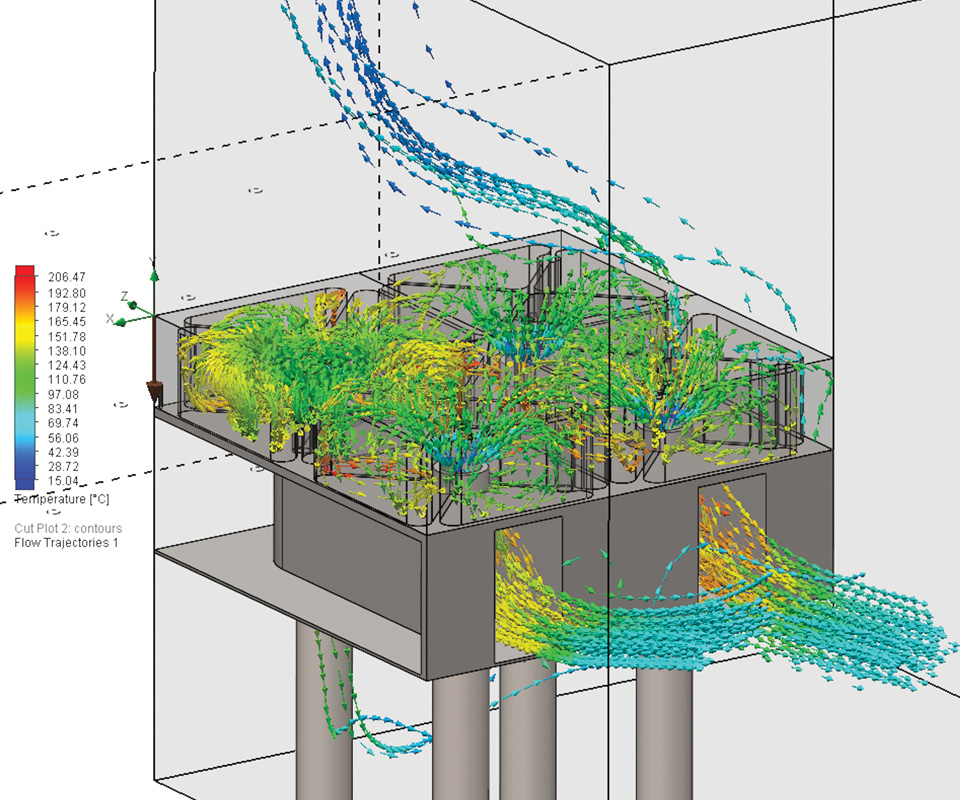
Fig. 3 - Proprietary software enables active thermal management that allows users to separate the grid into multiple thermal zones, as shown here in this mold base.

Fig. 4 - Proprietary software enables active thermal management that allows users to separate the grid into multiple thermal zones, as shown here in this mold base.

Fig. 5 - Notice the surface finish of the conventionally molded part on the left compared to the part on the right, which was produced using the advanced rapid heat/cool process.



Originally developed in 2008 to process continuously reinforced thermoset composites, an advanced rapid heat/cool technology has evolved to the point where it now can be used to process plastics, metals, ceramics and glass at temperatures ranging to 850°C. With customers in aerospace, automotive and consumer electronics, the technology is now being used in the manufacture of parts for jet engines, seats and laptops using compression, vacuum, infusion and injection molding.
This rapid heat/cool process, called PtFS, uses multiple independently heated and cooled zones arranged in a grid layout to locally control mold-face temperatures in real time within the molding cycle (see Figures 1 and 2). Using forced air, this process locally switches between heating and cooling on demand, so that thermal profiles can be set to match the melt temperature in specific regions (to promote flow) before applying controlled cooling ramps (to control shrinkage). This active thermal-management approach permits optimized delivery of energy in targeted areas of the mold, allowing increased precision, thinner parts, higher reinforcement levels and lower energy consumption.



Features and Functions
The key to this rapid heat/cool technology is its unique adaptive thermal control. Controlled via a custom software application, it allows users to separate the mold face into multiple thermal zones coupled together using complex profiles and logical arguments. This is translated through 16- or 32-channel control cabinets into a constantly changing mix of air flows and powers to the mold base, which constantly switches between different heating and cooling modes to instantaneously achieve the desired mold-face temperature (see Figure 3, page 18). This unique combination of software, firmware, and hardware in addition to lightweight mold faces lets the system deliver high ramp rates with ultra-precise mold-face temperature control.
Set points (or target values) are achieved with constantly switching heating and cooling adjustments from the rapid heat/cool process control system, which dramatically improves the accuracy of the molding process. For example, by locally controlling temperature across different areas of the mold face in real time, polymer flow and cooling rates can be manipulated through the injection and cooling cycle to reduce pressures and selectively solidify material. In this way, instead of rushing to fill a cavity before the melt cools and then applying high pressure to try and offset volumetric shrinkage, material can be injected slowly and cooled locally under lower pressure, back to the gate. With the use of fewer gates, parts can be made thinner with fewer sink marks and higher strength.
A proprietary software control application is what allows users to map the mold-face grid into zones and apply complex cure profiles. Functions and equations programmed in the software maintain precise control of the mold face during the heat, hold and cool-down phases of any given cycle. The multiple circuits are grouped together into zones, and pre-programmed rules (based on “if, then” conditional Boolean logic) automatically control inter- and intra-zonal relationships. For example, Zone 1 can only start cooling when Zone 2 is 30°C cooler and then must maintain a 20°C differential until part ejection at 100°C. These rules can be used to control transitions, directionally solidify material and manipulate residual part shrinkage.
This approach allows areas of the part to be processed with totally different thermal parameters rather than arbitrary global constants. For example, mold inserts and two-component materials, which have different coefficients of thermal expansion that can lead to residual stress issues, can be managed to protect and even accommodate differential thermal expansion. Zones can also be set up specifically to handle inserts made from dissimilar materials that have different expansion properties and so need to be cycled out of phase with the main injection cycle.
Part solidification can be controlled locally and even directionally to eliminate warp and sink marks, as required. Effective cooling rates greater than 1,000°C per minute can be achieved temporarily through critical material phases, allowing the creation of amorphous crystalline hybrids promoting rigidity and flexibility within the same part. This effect can be applied globally or locally to create variable mechanical properties for applications such as hinges.
As temperature and pressure are interchangeable, the ability of this advanced rapid heat/cool process to dynamically add and subtract energy to achieve a precise set point has another key benefit in that the pressures required to inject and flow the melt fall dramatically. This results in a positive cycle of lower tonnage presses and lighter tooling than conventional systems, which are typically binary, and at best, globally heat or cool.
This allows vastly reduced pressures to be used for a given component where for example, the rapid heat/cool process is able to fill a 0.5-mm cavity with less tonnage than a conventionally processed 1-mm part (Figure 4). With its ability to keep regions of the mold close to or even at the barrel temperature, materials with much lower melt flow indexes can be used with significant cost savings. Where safety-critical applications require, the thermocouple and power data from each grid segment can be analyzed and logged to prove the efficiency of each component and archived.
The modular, scalable nature of this process allows users to configure the size of mold bases with individual power and grid densities to families of parts. These can be left on the press and the mold faces rapidly swapped between jobs with individual part configurations activated via the control software with its pre-programmed active and passive grid areas, profiles and zone setups.
With advanced rapid heat/cool, energy is used as and when required, and it is common to see areas being cooled during ramp up and others being heated during ramp down to keep everything in tolerance. Essentially, this process is a move from a traditional analogue system to a digital one in which, instead of a binary heating or cooling approach, there is a mixed-mode model.
Real-World Control
The process’ integrated mix of hardware and software act together to manage the mold’s thermal control. The precise correlation between the software programming environment and real-world control allows manipulation of set points, heating/cooling profiles, power levels, cooling rates, control strategies and zone configurations, creating a unique, intelligent molding environment. As opposed to a more conventional conduit-based system (water, oil or steam) or a field-based global system (microwave or induction), advanced rapid heat-cool is able to precisely target real-time adjustments in response to material density and crystalline changes. Using air, there is no risk of phase change, which means the system is inherently safe and contamination-free beyond 850°C.
Using advanced rapid heat-cool as an extension of the hot runner system and only on the A side of the mold can eliminate weld lines and sink marks, as thick and thin sections can co-exist. If used on the A and B sides of the mold, the fundamentals of injection molding can be rewritten. For example, if a part is distorted, rather than cut the mold with an offset geometric shape to compensate, advanced rapid heat/cool can apply cooling delays across the tool face to correct the problem.
This advanced rapid heat/cool process also improves design flexibility and expands material options. From a cold start, the system is ready to use within minutes, and adjustments can be made in real time on a cycle-by-cycle basis with instantaneous response instead of waiting for parts to adapt to the correction. Armed with a more precise process, users can focus on the needs of the polymer and not the mold or press to reduce re-work, make better parts (such as the non-painted, high-gloss parts in Figure 5) and earn more revenue.
To see a short video of this advanced processing of high-performance materials, click HERE.















Related Content

Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More