

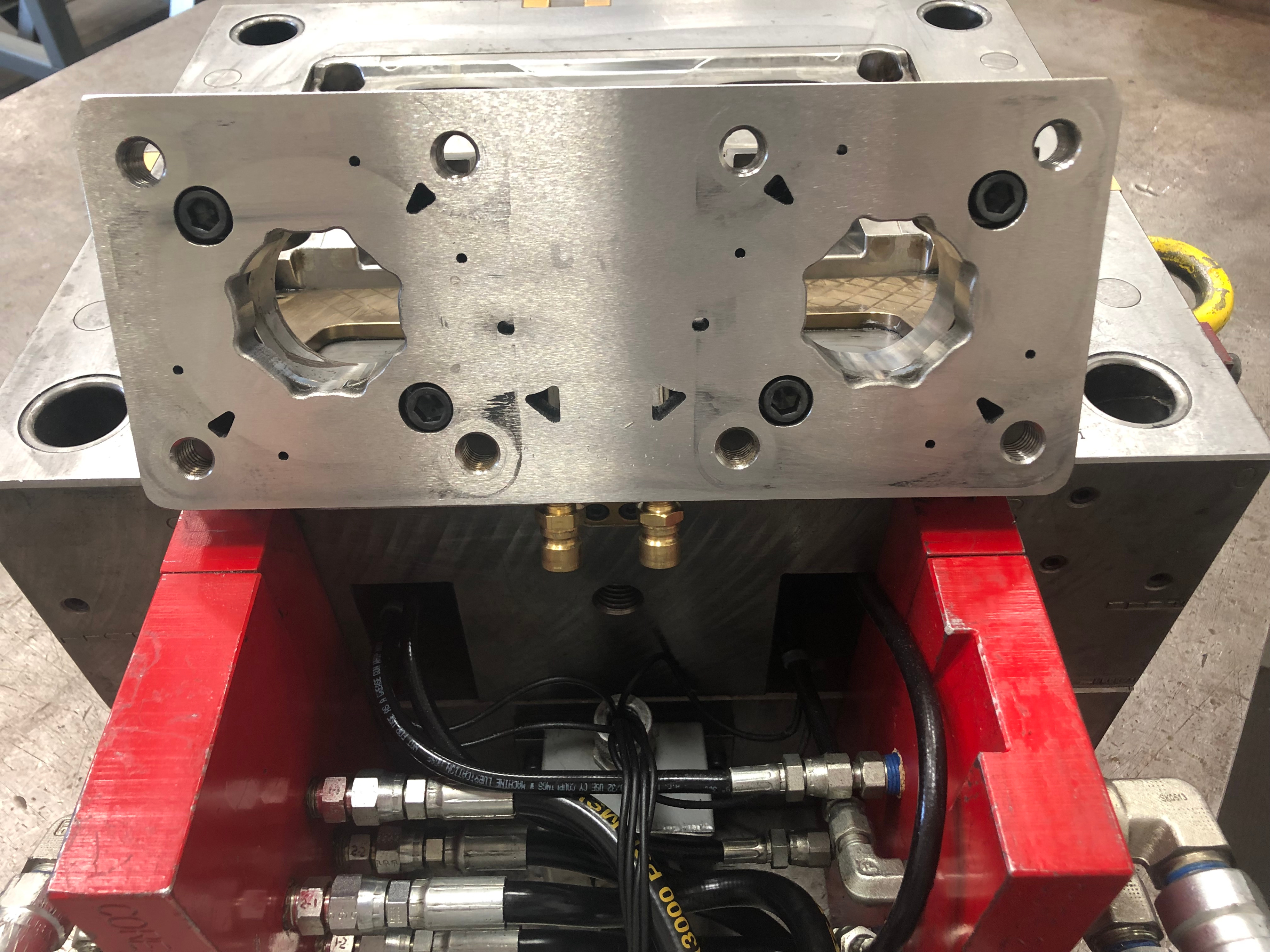
This laser sintered 420 SS cooling plate mounted to a mold is one example of how mold builders can use additive manufacturing beyond conformal cooling. Images courtesy of Next Chapter Manufacturing.

This one-piece laser-sintered cashew gate insert has added strength and helps avoid flash, wear or breakage. Image courtesy of ForeRunner 3D Printing.

This 3D-printed end of arm tool with an integrated vacuum circuit features one-piece frame design. Image courtesy of ForeRunner 3D Printing.
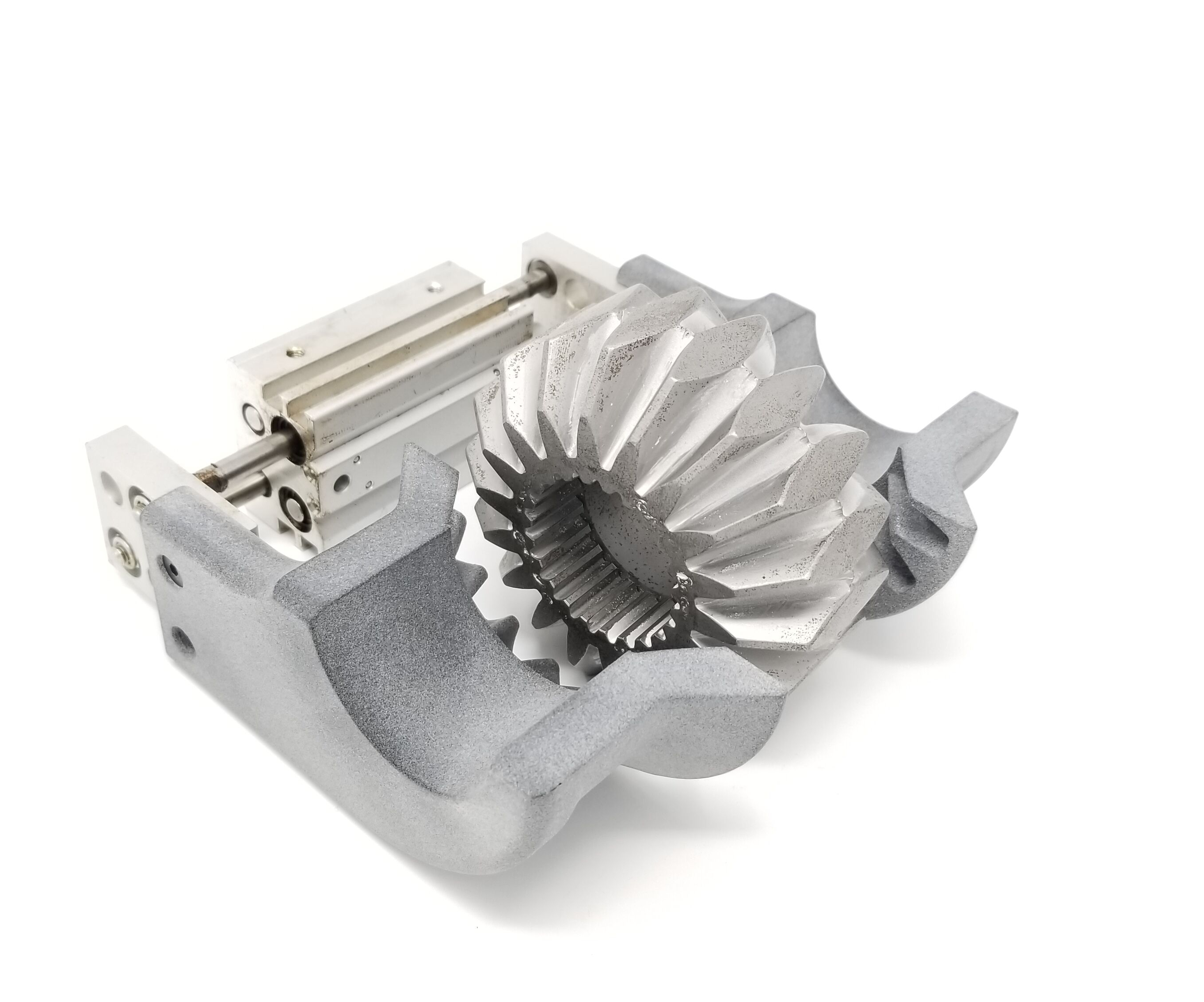
The contoured nests of this 3D-printed end of arm tooling enable accurate part alignment as they come off the mold. Image courtesy of ForeRunner 3D Printing.
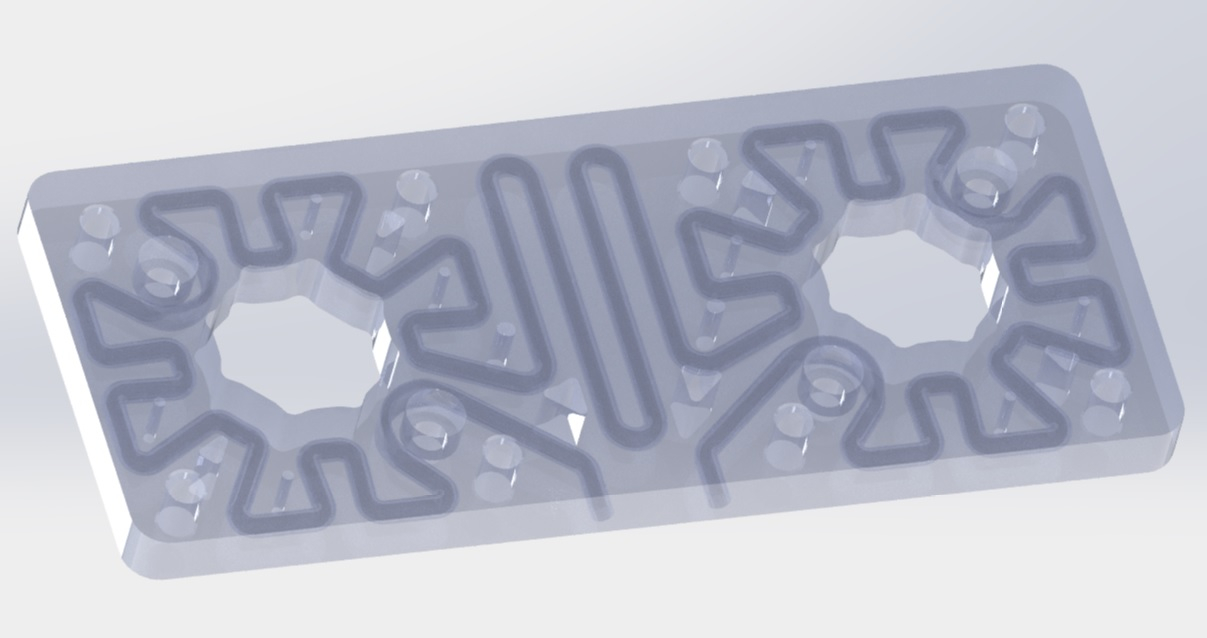
This laser-sintered 420 SS cooling plate with integrated circuits between mounting holes covers the entire mounting surface with even temperature control.
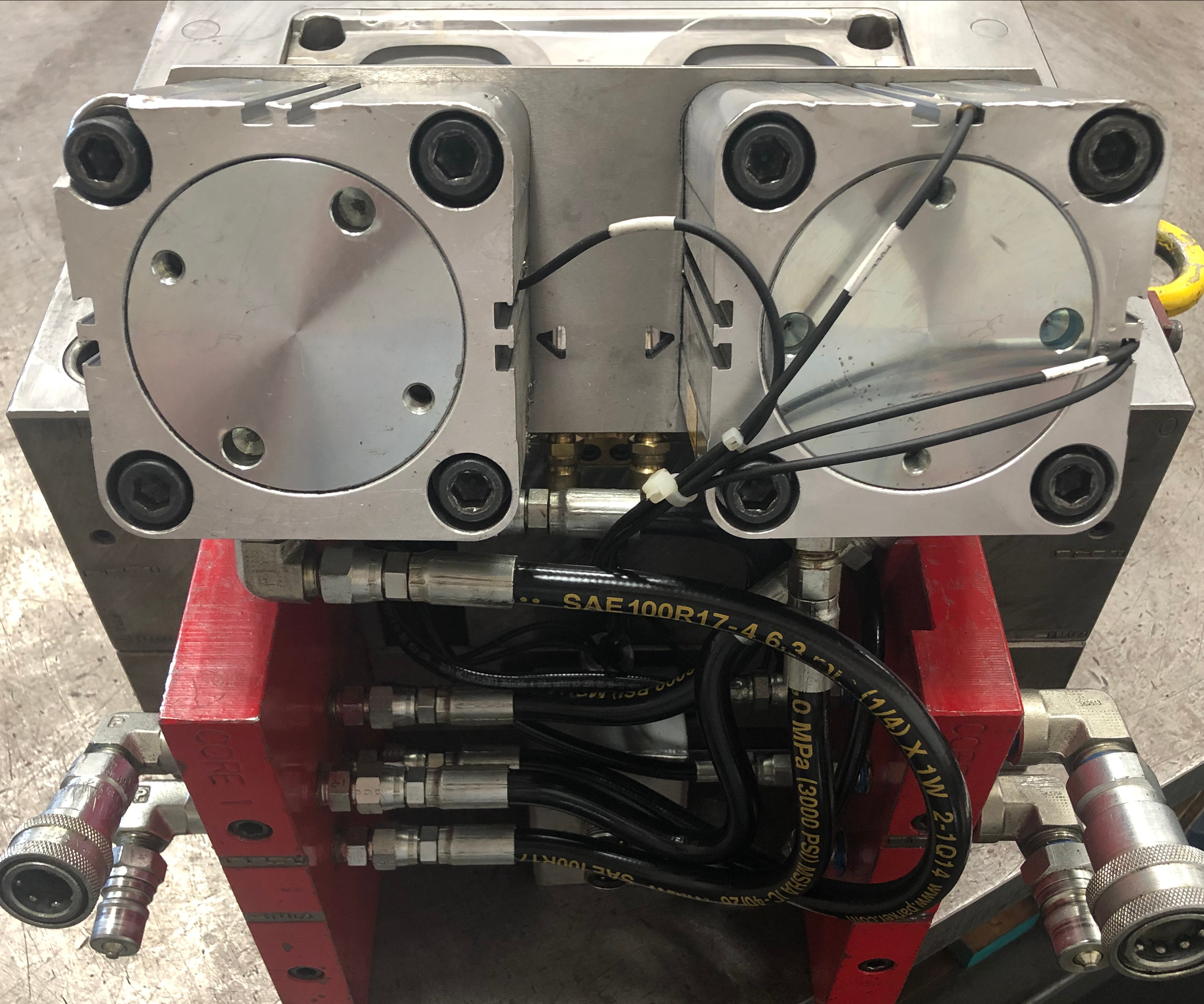
Using additive manufacturing, you can make the profile of this cooling plate with hydraulic cylinders mounted to the side of a mold narrower in one direction and wider in the opposite direction to maintain the volume of flow.

With a laser-sintered 420 SS cooling plate mounted to a mold, the mold can run at +300oF degrees while keeping the cylinders cool and eliminating issues with the limit switches.



As tooling complexity increases, it is necessary to explore ways to simplify your mold-building process, and that is where additive manufacturing can help. Conformal cooling remains the most common application for additive manufacturing in mold building and molding because it helps eliminate hot spots in molds that can lead to longer cycle times and part defects. However, maybe it’s time you consider other ways to apply additive manufacturing in your mold building process.
Following are three alternate applications for additive tooling. Additive tooling can be made out of metal, specifically tool steel, and is used to produce high-volume class 101 molds; it can be a sub-insert that goes into a larger mold or mold base; and someday it will involve the production of complete mold plate cavities that form plastic parts.



Gating
Gating into cavities is often one of the most compromised areas of a mold design. Gating is typically in an area for noncosmetic surfaces or around moving actions, as opposed to using fill and flow analysis to determine the optimal gate location. Hot runner systems offer direct part gating and gate location flexibility to conserve raw material costs, but there are still challenges with determining the appropriate gate style and best location to drop a hot runner into a cold runner.
For example, a self-degating option can reduce overall part cost. So, use a subgate or cashew gate to achieve automatic degating and eliminate secondary trimming or manual degating. A cashew gate is a very popular gating method because it enables gating into the underside of a part and away from the cosmetic or functional surface, then cleanly breaks and pulls out upon ejection. However, cashew gating does require a split insert to achieve the gating detail or an off-the-shelf solution both of which pose challenges because they do not provide enough steel in the required areas within the cavity.
An alternative is an additively manufactured cashew gate that enables a flexible design to create the proper geometry for smooth extraction that avoids sticking, particulate build-up and breakage that causes blockage of the injection point. A 3D-printed cashew gate’s one-piece design adds strength and eliminates flash, wear or breakage, which is common with the traditional two-piece design. The internal cashew gate detail is polished using ultrasonic finishing to achieve the smooth surface required for ejection.
Using an additively manufactured cashew gate also provides the design freedom to put gate inserts in areas where steel conditions are not favorable.
An alternative is an additively manufactured cashew gate that enables a flexible design to create the proper geometry for smooth extraction that avoids sticking, particulate build-up and breakage that causes blockage of the injection point.
Cylinders
Heat buildup in molds is not only a cooling time drain, but it can be detrimental to critical components, electronics and sensors. It can also lead to downtime and mold crashes resulting in costly repairs and missed shipments. High-temperature molds with hydraulic cylinders are a good example where heat can build up, causing the position switches to fail in production.
For example, consider a molder that was running a mold over 300oF; an aluminum cylinder body will act like a heat sink and draw that heat away, build up and cause the switches to fail. This results in significant downtime and frequent mold crashes, impacting customer delivery and mold repair costs.
One solution is to use the existing mounting plate as a reference and build an additional mounting plate with a cooling circuit, which serves as a barrier to the heat transfer and eliminates switch failure. However, multiple mounting screws and cylinder bores do not permit conventionally drilled water circuits because the cooling would have to squeeze between the holes in the plate.
An alternative option we used with a customer is a laser sintered 420 SS cooling plate that allowed the 67-inch-long cooling circuit to cover an entire 5 by11 inches plate without disrupting the fixed features. We achieved this by routing the cooling circuit between the existing mounting holes to cover the entire mounting surface with even temperature control.
Keep in mind that in some areas the cooling circuit profile will change because there is not enough steel through which the profile can safely fit. Using additive manufacturing, you can make the profile narrower in one direction and wider in the opposite direction to maintain the volume of flow. The result is a mold running at +300oF degrees while keeping the cylinders cool and eliminating issues with the limit switches.
This customer has reported no issues or downtime since installing the sintered cooling plate. You can apply this same method to cool a specific area of a mold that is experiencing friction and galling, resulting in less wear and extended component life.
This customer has reported no issues or downtime since installing the sintered cooling plate.
End of Arm Tooling (EOAT)
As many mold builders continue to offer gauges, end of arm tooling (EOAT) and secondary automation, they need to consider additive manufacturing. Frequently, EOAT is an afterthought and is fabricated out of an industrial erector set of 80/20, hoses, fittings, grippers and a mix of other parts. This method is an inefficient mix of components that increases weight and size, slowing down the robot due to the payload or exposing wires and hoses, which causes mold crashes.
An efficient solution is a monocoque design that incorporates an additively manufactured, one-piece frame, which has critical part-positioning locators and handling features and integrates pneumatic circuits with the structural frame of the EOAT. Integrated wire channels also provide a clean method of routing wires to keep them protected during production. The result is EOAT that is up to 60% lighter, yielding faster, more accurate part picking and reduced cycle time of the overall process.
Accurately aligning parts as they come off the mold demands complex locating features. One option is to design the 3D contour of the part shape into the EOAT, so that the molded part upon ejection mates perfectly with robot picking up the part. This design yields an efficient part handoff to any secondary automation or packaging, reducing scrap.
Another EOAT design uses a multi-material additive manufacturing approach that incorporates a flexible TPE-like material to produce a rigid frame structure with soft flexible features that act as a seal. This seal is important for vacuum picking applications where conventional cups are not viable or when a specific profile is required to match the part contour.
As you can see, a little creative thinking can yield robust, efficient EOAT options that guarantee uptime and eliminate scrap. Plus, with additively produced EOAT, if a crash occurs, you can just print another one.















Related Content
Exploring ISO 9000 - Part 16 Control of Quality Records
A Series of International Standards for Quality Management and Quality Assurance. We begin 2022 with a review of Clause 4.16 Control of Quality Records.
Read More
Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

Selling the Value of Additive Tooling in a Mold
Gaining molder buy-in for a conformal-cooled mold insert requires communicating the mold’s total cost of ownership over the life of the project.
Read More
H13 Laser Sintering Process for Robust Tooling
Partnership is the key to developing advanced process parameters for producing robust H13 tooling using laser sintering process.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More