
What Moldmakers Should Know about Cylindrical Grinding
Reducing costs, producing superior surface finishes and providing high flexibility are just a few of the advantages achieved with cylindrical grinding in mold manufacturing.
Mold manufacturers who take the time to educate themselves on cylindrical grinding will reap its benefits—decreased costs, superior surface finishes and high flexibility.

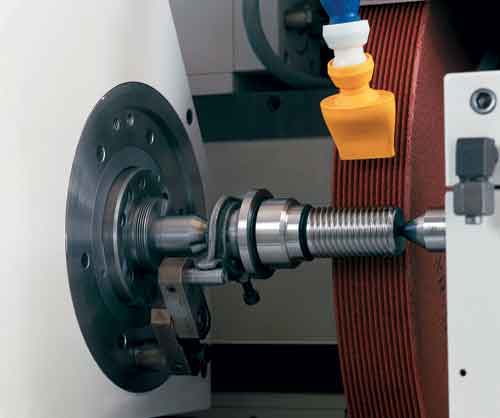
Complex neck ring mold. On the mold, notice the superior surface finishes.

Plastic bottle necks.



When we talk about the moldmaking industry, we’re addressing a very large spectrum of applications. The high-volume automotive market aside, we can examine the lower-volume, highly precise molds for medical components, molds for the food and beverage industry, cosmetics and more.
In the food and beverage industry it’s common for molds to have many radii, which necessitate blending and raises the issue of surface finish and polishing. One of the serious aspects moldmakers in this segment are concerned with is minimizing polishing. From the grinding standpoint, features must be ground to enhance surface finishes in an attempt to reduce the polishing burden—sometimes even eliminating it.
A typical method to do this is by using multiple steps. Using a roughing wheel and a finishing wheel, you rough out the part and then you finish it with a finishing wheel that has a finer grit, removes less stock, with the result of a better finish.



Another combination of steps is pre-hard turning followed by finish grinding. Here, some of the cavity material can be removed with the boring tool or a turning insert and then finished by finish grinding. So it’s entirely possible to have a variety of multi-step processes going on in a single fixturing, in a single cylindrical grinding machine.
Machine Considerations
Moldmakers need to consider all of the possible configurations of a potential cylindrical machine. How is the machine equipped? What type of wheel head configuration? Does it have multiple OD wheels, multiple stations, a swiveling turret wheelhead with direct drive? The same questions can be asked regarding internal grinding. Does the machine have multiple ID spindles, for example?
What about a C-axis? Grinding threads and forms requires a C-axis, plus there are some parts that are slightly non-round or have flats or other features, requiring a high-precision C-axis to grind non-round components. Again, the goal is to do all the grinding in one clamping or fixturing for consistent concentricity. Further, some machines are equipped with a B-axis for ID grinding parts with precise external radii. The B-axis makes it easier to get better radii and allows you to interpolate the B-axis while grinding.
Some components, such as core pins, are long and thin and require some type of support—often mounting a steady rest on the grinder to hold the part on the opposite side of where you are grinding. This way the part doesn’t bend. If it bends, it creates a bow in the middle and the result is you are grinding a barrel shape instead of a straight shape. Some of these are fixed steady rests and some are following steady rests, which may be automated. These optional tooling and accessories have to be coordinated with applications engineering to ensure the part being ground is cylindrical and straight.
So, it’s not just the configuration of the machine, but holding the parts and processing the parts. You might have multiple wheels—each doing certain types of features. This ensures a better overall part with superior concentricity because all of the features are ground in one setup.
Naturally, many of these questions will be answered by the requirements of the specific application or applications to be ground. But some of the basics—rigidity, accuracy, repeatability, straightness and the ability to interpolate very accurately—these are required regardless of the application.
In addition, a moldmaker needs to consider the thermal stability of the machine. Coolant, for example. Typically, in grinding precision molds you will need to have a chiller system to make sure the temperature of the coolant remains constant and stable, so that when the machine repeats—going from one process to another or from one wheel to the next—the machine remains stable and unaffected by thermal influences.
Tolerances and Costs
Basically, moldmakers are challenged by very tight tolerances—often in the micron range. Even if what they are making is eventually disposable—such as a plastic water bottle— the tolerances to make that part still have to be very tight and precise—such as extremely tight wall thicknesses, because of the high volume of materials used to produce the end product and the competitiveness of the market segment. Therefore, moldmakers must keep the material costs to a minimum.
Cost is also why the reduction in polishing time is so important. While on the one hand you want to have a superior surface finish for product appearance, on the other hand you want to reduce the amount of time and money spent on polishing. Polishing time has a huge impact on manufacturing costs, simply because most polishing is done by hand.
When referring to multiple features we could be talking about a round feature, or in some cases grinding threads. Mold threads are very precise and typically need to be ground. Some of these threads are external threads—for screw-on tops, for example. In other cases they may be internal threads.
Changing Over
Unlike automotive applications that require in-process gaging and the volumes are very large, in mold manufacturing the volumes are generally much lower, and you may have a family of parts that will require frequent changeover.
When these molds are built they may have many stations. For example, there may be 64 cavities and this then becomes the lot size. Basically, you’re grinding 64 parts, and when that’s done you switch over to a different part—a core pin or hot runner, for example—which requires a new setup and changeover.
An important issue in the mold industry is how fast the machine can be changed over from one size part to another or from one component to another. Flexibility in a cylindrical grinder and the way it’s configured are key aids in the ability to quickly change over the machine. Accessories and options—such as a probe to help set up grinding wheels—will help reduce changeover time and increase grind time.
Mold manufacturers who take the time to educate themselves on cylindrical grinding will reap the benefits of the advantages achieved with cylindrical grinding in their mold manufacturing operations—decreased costs, superior surface finishes and high flexibility.












Related Content

Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read MoreRead Next

Transform Grinding into a CNC-Based Technology
Why is it so difficult to automate the grinding department? A common concern in mold shops is how to make the grinding department resemble the rest of the shop.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More