
Transform Grinding into a CNC-Based Technology
Why is it so difficult to automate the grinding department? A common concern in mold shops is how to make the grinding department resemble the rest of the shop.

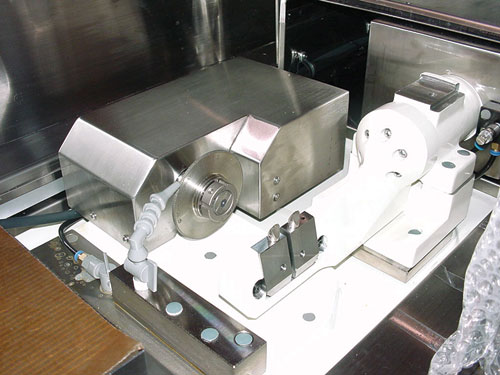
Three-axis CNC surface grinder with auto four-side grinding doing wing grinding—grinding two faces perpendicular in one operation.
CNC swing dresser and diamond disk preform dresser.


In the ever-progressing world of manufacturing nothing stays the same. If you are not improving continuously you cannot stay in the game for long. This is true in all progressive mold shops that have embraced the latest in CNC technology and automation into almost all aspects of production. The exception being that row of grinders that could have time-warped from the middle of the last century.
Automation in other areas is shining a greater light on the lack of automation in grinding. Every attempt has been made to move as much out of the grinding department as possible. With great strides being made in wire EDM, high-speed machining, and hard turning and milling, the grinding department is being bankrupted, in many cases. Still there is a need for grinding in mold shops. Every shop has a bank of grinders. There will be a row of manual grinders of the usual types and a cluster of automatics. The technology in these machines remains unchanged in its basic function and capability.
The purpose of this article is to set forth some steps that can be taken to change the grinding department into a CNC department, which are based on successes seen in a range of mold shops from small to large—but all having a need for precision grinding of mold components.
CNC Integration into Surface Grinding
Why has it been so difficult to integrate CNC technology into the realm of manual surface grinding?
Even with the steep tradition of highly-skilled, innovative tool and die makers empowering U.S. manufacturing superiority for decades, the grinding departments have been surprisingly resistant to CNC technology. The concept of a skilled grinder hand laboring over the manual grinder with frequent trips to the surface plate and optical comparator is alive and well in the U.S., with every detail of a high-precision mold component carefully ground and qualified on a one-by-one meticulous process of labor-intensive perfection.
Grinding is a less controllable process than other areas of manufacturing because of the use of a grinding wheel for metal removal. The grinding wheel is a cutting media that is constantly breaking down and changing. It actually changes its grinding characteristics as it grinds. Skilled grinder hands grind as much by sound as by sight; listening for how the wheel is grinding. Adjustments are made as necessary to control the beast. The process of grinding can never be tamed, only controlled.
Failure of low-cost entries into the grinding arena to meet the needs of high-precision toolmaking. Initial attempts to bring CNC to the surface grinding world were addressed at the lowest common denominator of technology and cost. Simple manual-based surface grinders were equipped with basic CNC controls. The thinking revolved around the concept that a precision manual surface grinder must have the quality to make precision ground details and simply needed a basic CNC control to automate the moves. Unfortunately it became all too obvious that a precision manual surface grinder is simply that—precision when run manually, with a skilled grinder constantly making adjustments to make a good part.
The CNC controls were not simple enough to be used for grinding tasks; therefore, the first CNC grinders gave the wrong impression to the precision grinding community. They showed themselves to be inaccurate for unattended precision grinding and too difficult to program for surface grinding applications. Of course, there was some success and a starting level of automation that was brought to the grinding department, but much of it was relegated to rough grinding and production jobs that fit the limitations of the grinders. This ineffective stage reinforced the belief that the grinding department belonged in the hands of the skilled grinder.
Other technologies—such as wire EDM and hard milling—have taken some of the processes previously accomplished on surface grinders. To minimize skilled labor costs, management often strategizes how to get more work away from the grinders further marginalizing the grinding department. Oftentimes, the best way to machine the part is sacrificed because of the unjustifiable labor involved in the process
Fundamental Requirements
It must multiply the productivity of skilled grinder hands.
Machine Requirements
Position repeatability for unattended, controlled processing. Everything starts with the accuracy of the machine. The conversion to CNC operation can only be accomplished with a completely uncompromised precision surface grinder. A competitive mold shop must compete at the highest levels of precision on a daily basis. For decades American mold shops have prospered using manual techniques with highly skilled toolmakers. A CNC grinder must be of such quality that the grinding hand must have complete confidence that he will hold the tolerance needs or he will not use the machine.
High-speed stroke grinding for maximum productivity. CNC surface grinding must provide the reduction in cycle times through high-speed stroking. Conventional grinders with hydraulic cylinders remain unchanged for decades. They represent a non-competitive way of grinding. They are too slow for modern stroke removal rates, too inaccurate and spend too much time in stroke reversal. High-speed stroking revolutionizes the speed at which surface and form grinding can be accomplished. The best high-tech grinders can stroke 600 strokes per minute with better than +/- 0.0008” stroking repeatability and near zero vibration machine vibration.
Control Requirements
Powerful toolmaker-friendly operating system. The control must be both easy to use and versatile. The power of the control means that it can do the entire range of tooling needs that the manual surface grinder does. This is an intricate balance. Early controllers and lower level entries were not made easy to use. They were G-code based and required a programmer. This is inefficient for a moldmaker who needs to move efficiently from set up to set up. More recently grinder manufacturers have developed easy-to-use parametric canned cycles. They are often limited by the narrow range of work they can do. This is counter to the flexibility that a moldmaker needs in surface grinding.
Control of multiple grinding wheels. The management of wheels is the biggest operational difference between grinding and chip making machines. An integrated system of wheel control is crucial to productive automated grinding. Wheels should be qualified only one time: when it is first set on the wheel flange. Once a wheel has been qualified and set by the wheel set-up screen it should be ready for any operation. The operator should be able to dress any required shape without requalification. It must accommodate all shapes—including surface grinding, slot and step grinding, simple radius and angles, pattern angles and radius and complex G-code forms.
The system must be able to save multiple wheel offsets. These wheels can be stored as ready-to-grind wheels. Their offset number will store the offset to the dressing diamonds, the grinding coordinates of the magnetic chuck and the shaped dressed into the wheel. This makes it possible to reload a wheel and have it dressed to its form in minutes. This saves hours of set up time and wheel preparation time. The dressing is automatic, so the skill is in the machine not the expertise of the operator.
Multiple process automation. A CNC surface grinder must be able to complete a sequence of operations automatically. It must address multiple surfaces with any combinations of steps and slots. The ability to automatically accomplish a sequence of operations on the grinder is critical to attain the maximum level of productivity that CNC technology can offer. Also the wheel management system must be able to easily change the shape of a pre-qualified wheel. This enables a moldmaker to grind a series of straight steps and automatically re-dress the wheel with a radius and seamlessly include an additional process without re-qualification.
Integration of G-code programming with canned cycles. The operator must be able to interchange G-code programs with canned cycles. The grinder, which is optimized to make it very easy to program through canned cycles must integrate G-code profiles into both the profile dressing and contour grinding processes. Conversely G-code programs must be able to execute canned cycles. This enables a programmer to embed simple canned cycles into a G-code program. This facilitates repetitive job set ups. This integration also multiplies the total flexibility of the CNC surface grinder. It is particularly useful when using multi operation CNC rotary tables and spin fixtures. It is also very valuable when doing multiple workpiece grinding.
Slot and step automation. This is bread and butter on the surface grinder. The CNC grinder must do all details of these operations with ease. The operator should only input the desired geometry and expect all slots and steps to be ground to finish dimensions with beautiful surface finishes, period. Auto wheel dressing allows grinding of a combination of slots and steps on multiple varied parts on the basis of easy geometric input.
Advanced Requirements
Multiple part automation. The ability to automatically accomplish a sequence of operations on the grinder is critical to attain the maximum level of productivity that CNC technology can offer. One of the greatest limitations of traditional manual grinding is the need to address a multiple operation component one detail at a time. The time and energy necessary for one detail is outrageous when compared to other types of machining where CNC has been integrated.
To attain higher levels of productivity, CNC surface grinders must provide capability for producing multiple discreet parts. An operator should be able to do multiple setups on one chucking. Multiple workpiece grinding CNC technology enables two or more jobs to be set on the chuck for grinding, enabling more unattended grinding and fewer setups. This requires servo drive table stroking, which enables the creation of multiple stroke zones. As the process evolves into a true CNC operation, the jobs are defined by set-up parameters. Jobs can be set up like a machining center with two or more fixture stations.
The next level of multiple operation automation would be multiple set-ups on one chucking. Through CNC an operator is not limited to one part at a time, one operation per set up and one wheel shape per set up. An additional level of multiple operation automation is changing the wheel form automatically from a flat wheel for surface grinding to a radius wheel for simple contours. This enables tapers and simple radii to be ground after surface grinding operations. Now a chuck load of parts can be set up at the end of the shift. The next day the surface operation is done on all parts, the slot and the step are done and a taper shut off is done.
Automatic square grinding. At a recent gathering of three major mold builders in the U.S., they all agreed that their largest bottleneck in the grinding department is in the square grinding of mold blocks. The cause for this bottleneck is universal in that it is primarily a manual operation that to some extent must be done on a one-by-one basis. This is just one example of how grinding is one of the last areas to be changed by technology.
Two processes are automating this bottleneck. High-precision CNC surface grinders equipped with extremely rigid indexing devices enable presentation of four-sided grinding in one operation. This uses conventional surface grinding on the faces of the block.
Perhaps even more productive is a new development called wing grinding. There is no indexer required for this process. It is simply the presentation of two faces of a block set on a 20x70 degree fixture. A formed grinding wheel with the corresponding angles enables the batch grinding of blocks. This makes perpendicular grinding as efficient as surface grinding when processing multicavity blocks.
Profile dressing with swiveling roll dressers. The full spectrum of dressing devises with single-point diamonds both straight and profiling. Next would be stationary high-speed diamond disk dressers. These are more reliable against diamond wear issues. These are available in disk combinations to accommodate roughing and finishing or front and rear wheel form. Next, CNC swing dressers with single-point chisel diamonds overcome issues related to radius form and tangency. The final step here would be CNC swing disk dressers that can be the ultimate solution for production-type applications, which require precision forms. These dressers come close to eliminating the requirement of qualifying the profile to adjust deviations in the form because of diamond wear.
Automatic measurement on-board. Part qualification without removing the part from the machine. The productivity of the CNC surface grinder will never be reached without the implementation of on-board inspection. It is fundamentally superior for a surface grinder to measure a workpiece while still mounted on the chuck. Untold man hours are lost through the simple task of removing and reloading a workpiece. Grinder hands blast air, wipe and stone lowing, wiping to get that last piece of grit. When they fail, time lost is multiplied by part re-work and scrap. On-board qualification is essential for maximum productivity.
Summary
Transition from manual to automatic. Become more productive through process improvement. The properly equipped toolmaker will never look backward in his grinding.
Every task he undertakes will be improved. The statement, “I can do it faster on the manual grinder” will have no meaning because with technology every task will be unattended, repeatable and improved. Tasks on a manual grinder will be de-prioritized, accomplished when my two CNC grinders are completing operations. When you can control your grinding wheel through automation, there is rarely an operation that is done faster on a manual grinder.


















Related Content

How to Use Automation to Minimize Mistakes and Speed Mold Build Process
A guide to capturing and reusing company knowledge and experience with software automation.
Read More
Reimagining Moldmaking with Technology
A look at some of the technology mold builders have expressed a growing interest in and are now actively investigating, including advancements in mold design, 3D printing, automation, machining, inspection and repair.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
CAM Automation Increases Mold Production, Quality
Mold builder switches CAM software package after 20 years to take advantage of innovative programming strategies that reduce mold machining programming and processing times.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More