
Tools with Melt Mixing Technology Help Improve Part Quality and Productivity
Delivering a hot runner mold package that ensures melt homogeneity provides mold shops with a competitive advantage.



Figure 1. Shear heating results in thermal lamination. Figures courtesy of Husky Injection Molding Systems, Inc.

Figure 2a.

Figure 8. Flowlines are eliminated with a mixing valve gate tip (left) compared to flow lines in parts molded with a standard valve gate tip.
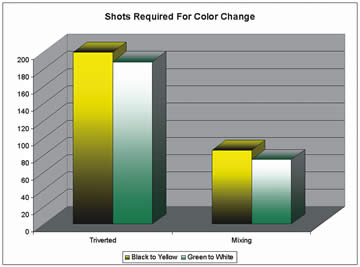
Figure 10. Tip mixing technology yields significant cost savings for color change applications: 96 cavity mold Part weight 2.9g Total shot weight 279g Shots saved w/ mixing tip (black to yellow) 114 Total resin savings per color change 31.806kg

Figure 2b.
Figure 3. Acetaldehyde values in PET applications are significantly reduced with the use of a mixer.
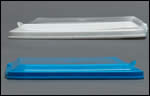
Figure 7a and 7b. A lid molded with a standard tip (left) displays significant warpage compared to one molded with a mixing tip.

Figure 5. Melt flow action of mixing nozzle tip.

Figure 6. Less residual stress in parts molded with a mixing tip (right) compared to parts molded with a standard tip (left).
Figure 4. Short shot testing of a 2x32 stack mold indicated that installing a sprue bar mixer reduced variation between mold faces by 50 percent.

Figure 9. Colorant dispersal with mixing tips (right) versus standard tips (left).
It is unlikely that the structure and composition condition of the melt is foremost amongst the concerns of toolmakers across the mold industry. Perhaps more likely is the focus on bottom-line savings, and how to add value to customers and differentiate themselves from the competition.
The most critical parameter for producing a quality molded part is melt homogeneity. Parts molded using the same material composition and condition—from cavity-to-cavity to within a single part—are the key to consistently delivering value to the customer.



Evenly dispersed melt fillers and addi-tives improve part cosmetics and structural integrity by eliminating stress concentrations and flowlines. Consequently, melt homogeneity delivers parts with superior mechanical, optical and cosmetic properties, and improved dimensional stability. In turn, melt homogeneity delivers a reduced cost-per-part, as everything from cycle time, resin consumption and rework costs also are positively impacted by melt homogeneity. Mold shops that deliver a hot runner mold package that ensures melt homogeneity give themselves a crucial competitive advantage in an increasingly chal-lenging marketplace.
Shear Heating and Melt Segregation
Perhaps the biggest challenge to melt homogeneity is created by the natural flow properties of melt as it moves through runner channels:
- High viscosity causes polymers to flow in a laminar fashion (layered motion).
- Polymer flow is pressure driven. In cylindrical channels, the flow segregates into high velocity flow in the center and lower velocity flow closer to the wall.
- This flow speed variation induces high frictional shear.
The friction generated between the faster flowing layers in the center and slow flowing layers on the outside create a shear heating effect, whereby the melt closest to the channel walls becomes much hotter than that at the center. The hot and cold streams separate as the primary runner diverts into secondary runners, an effect that is repeated at each successive melt flow split prior to the cavity. The net effect is thermal lamination or melt segregation between layers of varying temperature. The higher temperature streams move at a higher relative velocity, resulting in imbalanced cavity filling (see Figure 1).
Melt velocity segregation also negatively impacts color change applications. The low velocity material along the channel wall has an extremely high residence time, which results in the creation of a stagnate boundary layer of the original color. During the color change process, the new color replaces the original color from the center and slowly moves toward the channel wall, where the original color is not effectively moving. The laminar flow properties of the melt also dictate that the color originating from this boundary layer will be dragged and deposited on the part surface immediately adjacent to the gate—resulting in part imperfections that will last as long as the boundary layer contains the previous color.
Part quality also is adversely affected by the impact of shear and shear heating on molecular and filler orientation of the melt. High shear causes the molecules between the melt layers near the channel wall to be stretched and deformed in the direction of flow while the molecules in the center of the channel remain randomly oriented. This leads to imbalance within parts, as molecular/filler orientation becomes more concentrated in certain areas, resulting in weldlines, poor colorant dispersion, variation of mechanical properties and dimensional instability.
Restoring Melt Homogeneity
Various solutions have been developed to address the effect of shear heating and nonsymmetrical melt lamination. Traditionally, cavity-to-cavity imbalance was addressed by mold rework. Runner and gate diameters, and in some cases mold wall thicknesses, were altered to artificially balance filling. Hot runner technology has since been developed to address the imbalance caused by shear heating.
For example, manifold melt channel geometry that rotates the melt 90 degrees circumferentially in the runner intersection prior to the secondary runner is one means to restore the symmetry of the thermal lamination, and consequently allow more balanced filling. Such solutions effectively balance cavity filling, but they do little to address true melt homogeneity; the thermal lamination is balanced but not eliminated, and mechanical segregation remains.
Mixing Technology
Hot runner melt mixing technology is the most effective means of restoring mechanical homogeneity to the melt. Mixers can be incorporated in a variety of locations—mixers in the machine nozzle, the sprue bar, the manifold, and ultimately the nozzle tip, provide varying benefits to achieving melt homogeneity (see Figures 2a, 2b).
Machine nozzle mixers have particular implications for PET applications, providing more consistent cavity filling and less acetaldehyde—a degradation byproduct of PET—variation from cavity to cavity (see Figure 3).
Similarly, sprue bar mixers are effective in reducing variation in part weights between mold faces in stack tools. Shear heating along the length of sprue bars in stack molds generates thermal lamination that induces all the cavities on one mold face to fill more quickly, resulting in variation of part quality and weight between mold faces (see Figure 4).
Mixers throughout the injection process are certainly critical to achieving thermal homogeneity, but perhaps the most critical to true melt homogeneity (thermal and mechanical) is realized at the nozzle tip. Nozzle tip mixing technology has been developed so the circular flow at the inlet is separated into multiple streams and subsequently fed into spiral channels cut into a bushing like a thread. The depth of the spiral channels progressively decreases, and the gap between the bushing and a central shaft progressively increase in the direction of flow. This draft angle causes the melt to split into two streams, one stream running in the spiral grooves and the other stream spilling over the lands between adjacent grooves. As the spiral channel depth decreases more melt is promoted to flow in the axial direction. Overlapping the successive spillovers homogenizes the melt mechanically and thermally, and gradually converts the circular flow that was fed to an annular flow without creating weldlines (see Figure 5).
Melt Homogeneity and Part Quality
The mechanical properties generated by effective melt mixing at the tip contribute significantly to part quality. A uniform molecular/filler orientation contributes to both the mechanical and cosmetic properties of molded parts. The molecular orientation of parts molded with a system that uses melt mixing technology in the tip, for instance, compared to a standard triverted flow yields a markedly different part structure. The mixing tip provides an even dispersal of residual stresses, while the triverted flow displays greater stress concentrations following the flow paths. As shear flow orients polymer molecules and filler in the direction of flow at the channel walls, the melt forms weldlines as it splits and recombines when it runs through the triverted tip. However, the homogenizing ability of the mixing tip eliminates flowlines and consequently molds parts with evenly distributed stress concentrations (see Figure 6).
The improved mechanical melt homogeneity produced with a mixing tip also improves the dimensional stability of a part; a uniform molecular composition enables a part to shrink uniformly and, therefore, be less exposed to warpage after demolding. In addition, uniform molecular and fillers orientation allows parts to more effectively retain shape and structure when exposed to varying degrees of stress (see Figures 7a, 7b).
Similarly, for many externally gated aesthetic parts (e.g., metallic color), visible flowlines are unacceptable. Homogenous melt achieved by mixing in the nozzle tip effectively eliminates visible flowlines, providing even dispersal and improving part aesthetics (see Figure 8).
The homogenized melt delivered through the mixing tip provides further cosmetic advantages. Insufficient mixing throughout the runner can lead to non-uniform colorant dispersal, whereas mixing immediately prior to the cavity ensures even distribution (see Figure 9).
Melt Homogeneity and Part Cost
One may argue that the part quality improvements derived from melt mixing are of little interest to the moldmaker; however, the ability to deliver a mold package that ensures consistent part quality and effective mixing gives the mold shop an opportunity to offer a reduced cost per part to their customers. Melt mixing is directly related to part quality; consequently tools with effective incorporation of melt mixing technology will reduce scrap rates and minimize rejected parts.
The filling and thermal balance inherent to homogeneous melt also negates the need for costly mold rework, as cavities do not require artificial balancing through altering gate diameters and wall thicknesses; particularly as this is a trial-and-error process.
Melt mixing also provides a major opportunity for reducing scrap parts during color change applications. As discussed, the boundary layer residence time induced by the nature of polymer flow (laminar with vanishing velocity at the channel wall) is a major obstacle for rapid color change. A mixing tip, however forces dilution of the colors and greatly reduces color change time (see Figure 10).
Mold shops that deliver a hot runner mold package that ensures melt homogeneity give themselves a crucial competitive advantage in an increasingly challenging marketplace.















Related Content

Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Read Next

Achieving Cavity Balance: Another Factor for Success
A look at good and bad cavity layouts and runner designs.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More