
Tips for Successful Hard Milling of Complex Molds
And when mold and die applications demand hard milling of materials up to 66 HRC, using the right end mills, cutting parameters and machining methods is critical for success.

Hard Milling Application Example
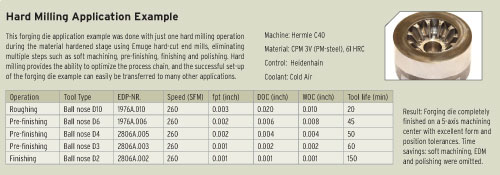



Today’s moldmakers are seeking reduced leadtimes while producing highly accurate molds. And when mold and die applications demand hard milling of materials up to 66 HRC, using the right end mills, cutting parameters and machining methods is critical for success.
Hard milling is challenging due to several factors, including the requirement of machining hardened steels with defined cutting edges. Milling these materials requires high-speed machining centers that are set up for hard milling, along with CAD/CAM that has been programmed accordingly.
Using the latest solid carbide end mills along with proper toolholding, workholding, feeds, speeds and cooling, mold manufacturers can reliably and economically produce complex molds. Complicated contours can be accurately machined, and time-consuming grinding or polishing rework may be omitted entirely, or at least partially.
Choose end mills that meet the following requirements: solid carbide substrate with a high hot hardness and toughness; coating and cutting geometry matched to the material hardness; and, tool concentricity not exceeding 5 microns (meeting this requirement will extend tool life and promote excellent surface finish quality).
Determining the optimal cutting parameters and methods will yield the best results for hard milling of molds. Select a speed and federate that is recommended for the type of workpiece and material hardness as well as the engagement conditions of the tool. Consult your end mills partner for technical data recommendations for specific applications. When hard milling, dry machining is preferable in order to avoid thermal cracks in the cutting tool. For example, when using multi-flute end mills, cold air provides an effective cooling of the tool’s cutting edges, resulting in efficient chip material removal.
Cooled air reduces temperatures in the cutting area, which in turn permits higher cutting speeds and up to 30 percent longer tool life. This type of cooling enables modern TiALN coatings to achieve their full potential, avoiding damage to the cutting edge from thermal shock. In addition, the cold-air nozzle helps to remove the tiny chips produced in copy milling, including from deep recesses or cavities in the mold.
Proper clamping of the tool and workpiece are also important for successful hard milling—including high rigidity and good vibration damping of the machine tool and the workholding devices; and, high concentricity of the toolholder for high surface finish quality and consistent tool life.
Hard milling with solid carbide end mills is an established and reliable way to manufacture molds with hardness of up to 66 HRC. Secondary and grinding operations can be omitted for increased productivity and enormous cost savings.
Related Content
-
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
-
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
-
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.








