
Think Metric: It’s All in the Numbers, Part 2
Feedback from the field on making the metric conversion in your shop after realizing it just makes sense.
The conversion to metric will create a month or so of real discomfort, but two months later it will only feel a tad awkward. Then after about six months, you’ll wonder why you didn’t do it sooner.



The biggest challenge to going metric will be sticking with the decision. Once the shop begins moving in the metric direction, there will be resistance and people will want to turn back—similar to when switching to a new CAD or programming system. It will take time for the shop to become used to what the sizes are in inches to get a relative comparison. There will be a lot of excuses like “We need to get the project done quickly, so let’s just use ‘inch.’” Speaking with my friend Dave McDermott, who made the switch to metric in the 1990s, I learned that his biggest problem with metric is when you have to switch back to inches. You don’t want to go back to the old way.
Considerations when Planning the Metric Switch
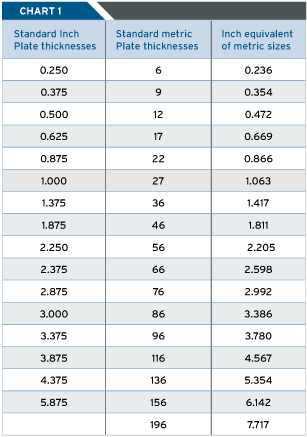
There are many ways a mold design develops. As the layout begins, pocket sizes, bore sizes and pitch spacing are all determined. These can either be standard inch sizes like 1.25”, 3.75”, etc. or standard metric such as 28, 46, or 156 x 196 pockets. If standard inch sizes are used, they would be converted to the metric equivalent. This process overlooks the advantage of the simplified metric numbers. Take a look at the metric standard numbers in Chart 1. They are typically easily divisible, making locating the centerline simple.
There is one interesting challenge with the thickness of metric plates. Most of the inch plate sizes are slightly bigger than the metric sizes—with the exception of the 27mm size, which is a popular size making it required in some designs. To make this plate from standard inch stock you have to take a 1.375 thick plate and machine it down. Most of the metric mold base suppliers will have these plates available. The rest of the sizes can be made for standard inch stock.
Three Different Shops; Three Different Approaches
As I have said before, the conversion to metric will create a month or so of real discomfort, but two months later it will only feel a tad awkward. Then after about six months, you’ll wonder why you didn’t do it sooner.
Following are three mold manufacturers—working in metric in varying capacities—who share what it has meant to them to make the metric switch.
1. Curtil/Marland Mold (Pittsfield, MA)
In early 2000 many were predicting the end of U.S. moldmaking with everything moving to China, and today many indicators show that the U.S. market is a good place to invest in moldmaking.
For example, in 2010 the French moldmaker Curtil SA bought Marland Mold in Pittsfield, MA. This acquisition gave Curtil a big boost in both capacity and access to the North American market. With the acquisition came the age-old question, “Are we now going to be designing and building molds in inch or metric?” The answer turned out to be both.
“There are legacy designs that are in inch and will not be changed, but going forward new designs will be in metric unless the customer specifies otherwise,” says Mike Penny, VP of Sales of Marland Mold. “Curtil has fully switched to metric in all engineering drawings and nomenclature to help eliminate errors in communication between France and the U.S. Curtil will also begin listing all dimensions in both imperial and metric to help customers see both measurements to help them acclimate to metric,” explains Penny.
2. Prospect Mold & Die Inc. (Cuyahoga Falls, OH)
Prospect Mold & Die is a type of hybrid when it comes to going metric. They design in inches, report in metric, and receive data and drawing from customers in metric. They do not plan at this time to start designing in metric unless it becomes a requirement by its customers.
According to VP Engineering John Bolan at Prospect Mold, “Designing in metric is not a big deal because we are dealing in metric part dimensions all the time. Although the first two months of adjustment will be painful, by the sixth month you’ll be wondering why you waited to make the change. Change is change. There is always some resistance, but after the systems are in place, change is normally a good thing. There is a huge supply of metric components in the U.S. The reason you use inch mold bases is because there is not a good supply of standard thickness plates available in the U S.—because the current normal standard is normal fractional dimensions.”
3. Cavaform International (St. Petersburg, FL)
Cavaform International serves a global market and to service that market metric manufacturing is required. Their journey to service the majority has been an unraveling adventure into the multiple impacts metric manufacturing can have.
According to Engineering Manager Chris Outlaw, “Construction of a mold generally has three primary elements: mold frame, molding stacks and stock components. Every customer shares the same concern: ‘What items would prevent this mold from producing product?’ and ‘How quickly could I be back up and running in the event of a failure?’”
Mold frames rarely fail and spare molding stacks are often purchased. This leaves stock components as the overwhelming favorite to downtime due to a mold failure. The number of stock components in a mold is often excessive and as a result can be very expensive to inventory.
“Customers are not in the business to be stocking every component. This leads to the solution of having strategic domestic suppliers that can stock and ship these components at a moment’s notice. With 95 percent of the entire planet using the metric system, naturally these customer’s domestic suppliers stock only metric components,” notes Outlaw.
Constructing a mold in metric can lead to several crossroads, which Outlaw lays out:
1. Every metric component is just that—metric. This means its length or functioning dimension is a metric dimension and often drives the plate thicknesses of the mold frame. Altering these components to fit an imperial thickness is not a very beneficial solution because customers do not want to be altering components every time it needs to be replaced. Furthermore, you run the risk of someone forgetting that a component needs to be altered, assembling it into the mold and possibly further damaging the mold.
2. How we dimension the manufactured components. The method of designing in metric and dimensioning the component with imperial measurements to assist manufacturing often leads to more questions— particularly during the inspection process of the component. Dimensioning and inspecting in metric promotes the intellectual development of what that dimension represents in concept. If all that is ever supplied is an imperial dimension, it never allows a development of the thought process to metric. It also creates confusion seeing a metric number converted to imperial from a numerical recognition viewpoint. The dimension is viewed as a nonsensical number and as a result its importance is often forgotten or diminished. It is not enough to know just the name of the unit, it needs to be used and understood on a regular basis, much like a second language.
3. Metric tooling needs to be available in manufacturing. To promote metric consistency throughout the design, metric drills and taps are used and needed. International customers struggle when reviewing a print that has been supposedly designed in metric and they see strange sizes for water lines, taps or bore sizes.
4. Suppliers need to have a global presence with components readily available. These suppliers need to be able to both supply components to Cavaform domestically, as well as readily service Cavaform’s international customers at their facilities in a moment’s notice.
The bottom line according to Outlaw is: “The data is well-documented that 95 percent of the planet is metric and 5 percent is imperial. It doesn’t take rocket science to realize that if you want to play in the majority market, you must adapt to their standard unit of measurement.”
On the other hand, Cavaform has 40 percent international and 60 percent domestic customers. Not every domestic customer has totally converted over to metric for a variety of reasons; therefore, Cavaform has made great efforts to adapt to serve the global majority while still being able to support its domestic majority.
Summary
It will be important for management to create incentives to promote the change. Once the transition is complete, it will be necessary to market the new capability. Being a metric shop will open up opportunities in Europe. The efficiency improvements in design will also begin to pay dividends.
Contributors:
David Frost is manager of Frost Technical Concepts, a company he started to help bring unique, new ideas using leading edge technology to clients he works with in the plastics industry. After earning Bachelors Degree in Mechanical Engineering and completing the course work for a Masters Degree in Manufacturing Engineering, Dave went on to gain more than 20 years of experience in the plastics industry beginning with his post at Tredegar Molded Products as a Project Engineer. Dave moved into hot runner system sales and subsequently mold sales, where he was constantly challenged to find new ideas that would give customers a competitive advantage.
David Outlaw is with Outlaw Seminar & consulting service, which is based on his personal experiences of how we solved some of the dilemmas most entrepreneurs have when developing a new package for their product. It is mixed with organizational concepts used in managing injection molding, moldmaking and product development and all the technical information used in our industry.
For More Information:
Frost Technical Concepts, LLC.
(413) 329-8630
dave@frosttechnical.com
frosttechnical.com
CURTIL Marland
mpenny@marlandmold.com
Curtil.com
Prospect Mold & Die, Inc.
(330) 929-3311
jbolam@prospectmold.com
prospectmold.com
Cavaform
(727) 384-3676
coutlaw@cavaform.com
cavaform.com
Outlaw Seminar & Consulting
(727) 480-7255
info@outlawsolutionsandconcepts.com
outlawsolutionsandconcepts.com
















Related Content

Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read MoreRead Next

Think Metric
One man builds an argument for designing and building in metric. Part 1
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More