
The Breadth of Conformal Cooling
Conformal cooling provides faster and more uniform dynamic heat transfer within in injection molds.
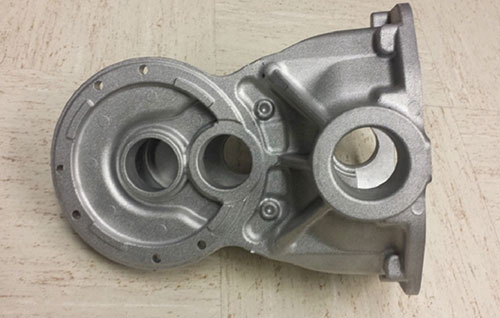
Shown here is a conformal-cooled core for a die cast part. Images courtesy of Plastics Technologies Inc.
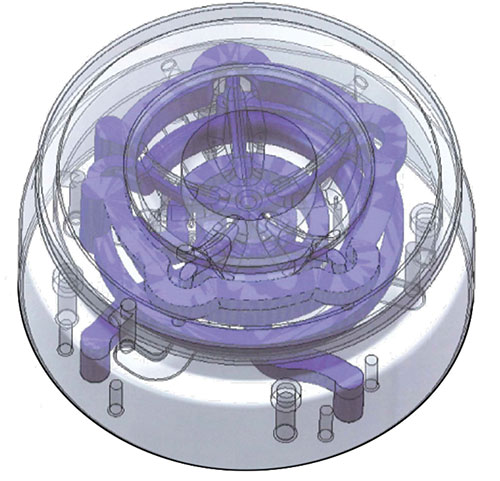
This bottle base blow mold includes conformal cooling lines.



Conformal cooling is not a fad, it is better science. It provides faster and more uniform dynamic heat transfer within injection molds as calculated and measured through traditional heat-transfer equations. This is because cooling lines can be routed at a uniform distance from the mold surface. Any part that is round is a candidate for a conformal-cooled mold. Any part that has a curved surface is a candidate for a conformal-cooled mold. In other words, any part that requires square or rectangular cooling lines probably doesn’t need a conformal-cooled mold.
Conformal molds can be made by direct metal laser sintering (DMLS), vacuum brazing or liquid interface diffusion (LID) bonding. Each of these processes has different size limitations. DMLS has a nominal build envelope of 12 × 12 × 14 inches, vacuum brazing has a nominal build envelope of 29 × 12 × 6 inches, while the LID process has a nominal build envelope of 31 × 35 × 16 inches. The build envelope obviously depends on the insert manufacturer’s equipment.



Injection molding applications have been the focus for conformal cooled-molds, but there are other existing and potential applications.
Blow molding. A paper presented by Sumit Mukherjee of Plastic Technologies Inc. at the 2015 ANTEC conference made the following conclusions about cooling in blow molding applications: “Conformal cooling the base can significantly improve cooling performance of the base. This improvement is reflected in better stress crack performance and base clearance.” Injection molding of PET preforms are also candidates for a conformal-cooled mold.
Thermosets. Thermosets can be compression-, transfer- or injection-molded. Traditionally, heat has to be pumped into the mold either by steam, oil or electric cartridges through gundrilled lines in the mold, in a square or rectangular pattern, to produce a mold temperature usually around 300–375°F. Thermosets are exothermic, which means they need to get up to the mold temperature for the resin to go through an irreversible chemical reaction that gives off heat to make a good part. If the part is round or curved, it is a candidate for conformal heating channels. An ideal add-on technology would be a high-pressure water system that can produce water to 390°F, since electrical cartridges would not work with a conformal heating channel.
Die casting. Dr. David Schwam, associate professor at Case Western Reserve University, has been doing research on the use of the DMLS technology to make cores for die casting.
Consideration for building a conformal mold is similar in concept to a three-legged stool. One leg is the engineering and design of the cooling lines using flow simulation, computational fluid dynamics and finite element analysis. The second leg is the quality and construction of the mold, and the third leg is the expertise of the molder. Failure of any leg of the project will cause a disaster. Conformal technology demands a high level of expertise.








