
Simple Considerations for Automated Mold Machining
A streamlined approach to your mold manufacturing process is accomplished most effectively through machine automation.
Laser tool measurement is an essential component to unattended precision machining that enables accurate tool offset programming and tool wear monitoring.
Machine disruption can be minimized through spare-tool selection control features that replace worn or broken tools with preset identical tooling.

Touch probes provide additional unattended reliability by accurately determining part location for automatic adjustment of work offsets following workpiece change over.

Automated work cells enable manufacturers from any industry to achieve the highest level of around-the-clock unattended machining.

Pallet-transfer systems enable manufacturers to setup and load parts into a work cell without interrupting the machine process.


Customization is a key benefit to automated work cells, providing various options for machine integration, workpiece sizes and production volumes.

By adding tool capacity via a work cell station, manufacturers can afford room for spare tools and organize a custom tool database.



Gaining a competitive edge in today’s mold and die manufacturing market requires a streamlined approach to the manufacturing process that focuses on increasing throughput while reducing or eliminating operator intervention. The most effective means for accomplishing this task is through machine automation.
Commonly perceived as a complex task, adoption of machine automation can be simplified by understanding the technologies available and how they can be effectively applied. These technologies can range from control software to remote monitoring and robotic systems. When effectively introduced to a mold/die manufacturing system, manufacturers can expect to see game-changing improvements in cycle time, workpiece quality, unattended capabilities and overall cost per part.



For mold and die manufacturers interested in automating their manufacturing systems, there are three simple technologies to consider: advanced machine control software, unattended monitoring, and automated workpiece and tool-transfer capabilities.
Advanced Control Technologies
A manufacturer’s primary consideration for automating a mold/die manufacturing system should be the machine tool and its control software. Advanced machine control software offers manufacturers the ability to dramatically reduce machine downtime, labor costs and human error through in-process monitoring capabilities, such as laser tool measurement, broken-tool detection, spindle-load monitoring, spare-tool selection, tool-life monitoring and touch-probe routines.
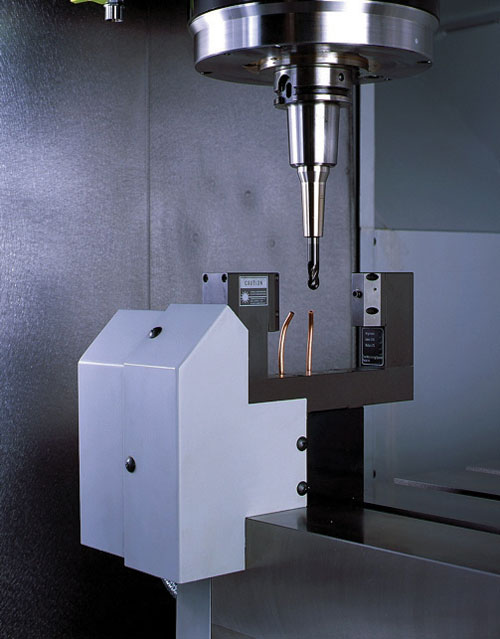
Laser Tool Measurement
Laser tool measurement capabilities are essential for precision applications. Whether the application demands a drill, ball mill, flat mill or bull nose end mill, laser tool measurement capabilities enable the control system to gather both the length and radius dimensions of any tool design. Laser measurements can be conducted as each new tool is introduced to the spindle, ensuring that accurate tool offsets are entered into the program for the highest level of accuracy and worry-free unattended machining operations.
A secondary function to laser tool measurement control features is the ability to recheck a tool post-process in order to determine excessive wear or breakage. Under these conditions, several options can be programmed, such as stopping the machine with an alarm or selecting a spare identical tool and rerunning that portion of the program. This option is extremely valuable when automating a manufacturing system, providing manufacturers with the level of comfort to walk away or leave the shop without concern of part damage or additional tool destruction.
Spindle-Load Monitoring
Spindle-load-monitoring capabilities are one of the best safety protections that can be easily applied to any program. In the event of tool failure, programming error or a power spike, the spindle-load monitor stops the machine and signals an alarm before any damage can occur to the tooling, workpiece or spindle. These capabilities are ideal for unattended roughing operations, particularly in hard milling applications. Advanced spindle-load-monitoring systems allow each tool to be programmed separately with its own load restriction to ensure accurate monitoring. This protection can be set manually or read automatically while the tool is cutting.
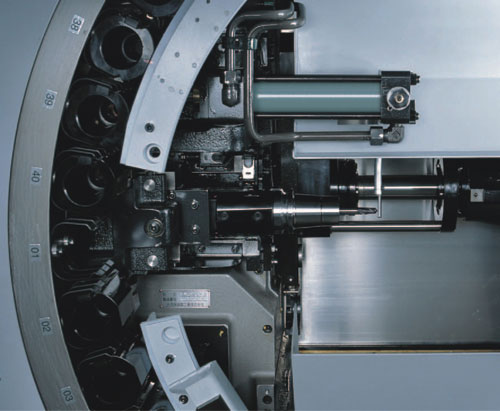
Spare-Tool Selection
To minimize machine disruption due to tool degradation, a spare-tool-selection feature is essential. This feature enables tooling to be matched up with other identical tools within the machine control for backup use. When a tool is disabled and recalled to the tool changer, tools of matching identity can be called up and loaded into the spindle on the fly.
Spare-tool selection can work in conjunction with other control features to automate machine processes for extended hours of unattended operation. Whether there are multiple-part setups or single-part runs, spare tooling allows manufacturers to cut downtime and save money.
Tool-Life Monitoring
Tool-life monitoring is another advantageous control feature for unattended mold/die operations that studies the approximate life span of each tool. With tool life values determined, manufacturers can control the duration for which a tool is allowed to run. Once that programmed limit is reached, the tool is automatically recalled and cannot be loaded back into the spindle. Tool life can be measured in three different forms: cutting time, distance traveled and workpiece count.
When measuring based on cut time, the machine tracks the time a tool spends in feed mode and issues an alarm when that time has expired. Tool-life presets based on distance are measured based on the length of tool travel and can be controlled by estimating tool wear through the amount of surface area machined. A warning can also be set to give advance notice to an operator that can also be signaled by a stack light. Tool-life monitoring measured through workpiece count can be set based on individual workpieces or the number of workpieces produced per pallet load.
Touch-Probe Compatibility
Advanced machine controls can enable further automation through touch-probe compatibility. Touch probes offer endless, customizable routines to reduce workpiece setup time, incorporate safety checks and set accurate work offsets.
By using a touch probe to measure a few points, manufacturers can accurately determine part location and set work offsets directly to the machine, enabling longer unattended run times. Additionally, touch probes can be applied to verify block sizes and the data to start roughing without being near the machine. Checking for machined features is an excellent way to protect the machine and tooling.
For example, before starting a finishing operation, a pocket can be probed to verify that it has been fully roughed, preventing damage due to higher-than-expected spindle loads. Probing can also establish rotational offsets to square up the workpiece in all axes.
From laser-tool measurement to part-probing capabilities, advanced tool features can be combined and used to create customized cycles for a wide variety of applications. With demands differing from one shop to another, the versatility of a machine’s control is critical for establishing an effective automated system.
Remote Machining and Monitoring
In recent years, there has been tremendous growth in the area of remote machining and monitoring. These technologies have provided manufacturers with the ability to view and even control machines without being present in the shop. In many cases, these capabilities have let manufacturers focus greater attention on growing their customer base and reducing their number of operating shifts.
Remote machining technologies are designed to provide operators with full control of the machine from any location with Internet access. By applying this technology, operators can tap directly into a machine’s control to view current parameters, check machine history (e.g., broken or worn tools and alarms) or add toolpath programs. Several remote machining technologies also provide text-message alerts to cell phones, notifying operators of specific machine alarms that have occurred. Operators can then decide if it is necessary to go into the shop or not. Whether operators are away from the shop or working remotely from an office down the hall, these capabilities are an ideal way for manufacturers to save time and money through improved efficiency, reliability and productivity.
An additional benefit to remote machining is the ability to provide remote access to third-party engineering service providers and machine tool manufacturers for more rapid service or application support. This capability can eliminate costly trips for service support and save several hours of machine downtime.
Remote monitoring extends the capabilities of remote machine access with work-zone and shop-floor visibility via webcam. With live viewing capabilities of machining operations, operators can perform visual inspections of physical problems, such as a crashed machine or damaged tool, from any location with Internet access. Operators can see if a machine has stopped before a job was completed and determine whether a trip to the shop is necessary or not. Several mold/die manufacturers are already employing these capabilities to their automated operations for decreased idle times and faster turnarounds that meet or exceed customers’ needs.
These cameras can be password-protected for confidentiality purposes. Cameras can be viewed individually or simultaneously. The cameras are easy to install and can hold up to extreme cutting conditions. By using both remote machining and monitoring technologies, manufacturers can guarantee full control of their machining operations anytime and anywhere with Internet access.
Automated Work Cells
For around-the-clock unattended machining capabilities, mold/die manufacturers can invest in a fully automated work cell. Historically positioned as a solution for production machining environments, work cells have diversified to include a number of unique configurations geared specifically to the mold/die industry.
Automated work cells can be created by linking multiple machines and robotic part-loading systems together to provide a start-to-finish operation without operator intervention and unnecessary downtime. Manufacturers of automated work cells provide many options for using tool magazines and pallet-change racks to run multiple jobs of similar workpieces.
Applying advanced tool-control options, such as tool-life monitoring and broken-tool detection, to an automated work cell can enable manufacturers to decrease labor costs while increasing productivity. With the additional tool capacity afforded by a work cell, companies can organize a tool database system with multiple spare tools for extended hours of uninterrupted machining.
A pallet-transfer system provides multiple workpiece stations, where part setups can be performed during machine operation. The pallets can be easily removed and replaced to allow multiple prearranged setups. Hydraulic workholding systems can be used to help automate setup and machine operations.
Flexible work cells can combine a variety of machines, robots, gantry systems, tool magazines, pallet-change systems and coordinate measuring machines (CMMs). As such, manufacturers working with milling and EDM technologies can join these processes into a single cell, streamlining all machining operations into a single setup. The addition of CMM capabilities can enable manufacturers to inspect various elements of the machining process, as well as perform final workpiece inspection.
Summary
By integrating the appropriate technologies, mold and die manufacturers can achieve fully unattended operations from part setup to final part delivery with little to no operator intervention.















Related Content

Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read MoreRead Next

How to Move Closer to Unattended, 24/7, Lights Out Machining
A look at why there is more to lights out machining than running unattended.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More