
Selecting the Right Gating Method for Your Application
Designers may select among four hot runner gating methods, each with its advantages and disadvantages.



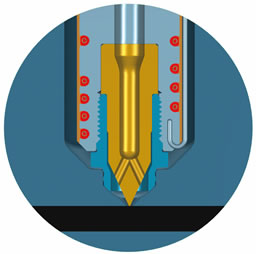
Figure 1. Tip gating. Figures courtesy of Mold-Masters.
Figure 3. Valve gating.
Figure 2. Sprue gating.
Figure 4. Edge gating.
The success of any hot runner application is dependent on numerous factors including choosing the most appropriate polymer, incorporating good part and mold design practices and sizing the machine/screw correctly. It also is critical to select the most appropriate gate location on the part and the correct gating method for the application.
In the part conception stages, consideration should be given to the preferred gate location on the molded part. It should be chosen by taking into account the part filling characteristics (a mold flow program is useful here) and knowing that the gate area is often the weakest point in the molded part.



With the polymer and gate location determined, the designer now selects among four hot runner gating methods: (1) tip, (2) sprue, (3) edge or (4) valve. Each method has its advantages and disadvantages that must be carefully considered.
Gating Methods
1. Tip Gating
This is the most common gating method. Generally acceptable for crystalline and amorphous materials, this method relies on gate diameter, gate area cooling, and temperature control at the tip to freeze-off the melt and optimize part quality (see Figure 1).
Tip gating leaves a small mark on the molded part surface (gate vestige). The size of this mark is in direct relation to the gate geometry and material properties. The less notch sensitive the thermoplastic, or the larger the gate diameter, the more the vestige will protrude. For this reason, the part is often designed with the gate area sunk into a spherical depression or dimple so that the mark does not protrude above the surface of the part.
Tip gating is generally not suited to shear sensitive and filled materials due to the high temperature and high shear effects of the relatively small gate openings.
2. Sprue Gating
Sprue gates use an open gate, characterized by a small cold sprue, which remains on the surface of the molded part. The relatively large gate diameters, although not suitable for very stringy materials, permit good packing with reduced shear stresses.
Applications include technical components where gate cosmetics is not critical, and when part packing and minimum part stress is important. This gating method also is the most common approach when gating onto cold sub runners (see Figure 2).
3. Valve Gating
With this method, a valve pin closes the gate on completion of the holding pressure time. Since pin closing occurs before gate solidification, valve gates frequently offer decreased cycle times when compared to open gating methods.
Valve gating creates no gate vestige, generally leaving only a barely visible ring. It is the best solution when part surface quality is critical.
Due to the relatively large gate openings, reduced shear heat and pres-sure drop is realized. Valve gates impart
a lower mold filling stress and give a wider processing window suitable for the more difficult to process thermoplastics. With any material, the possibility of drooling is eliminated (see Figure 3).
4. Edge Gating
Side or edge gating is normally accomplished on vertical part walls or ribs to prevent the polymer from flowing long distances in open air (jetting), and appearing as a visible (often serpentine) surface defect.
The gate mark and filling characteristics are similar to that of tunnel gating, encountered in two-plate molds.
The preferred gate location is on a corner or curved surface of the rib/core, which ensures adequate steel in the gate area for both strength and for adequate heat dissipation.
Avoid gating onto a thick rib or wall since the part shrinkage will prove detrimental to gate shearing and good gate vestiges (see Figure 4).
Gating Method Selection
When choosing between the various vertical gating styles (edge gating being the exception), one must compare the suitability of each gating method with the critical factors of the application.
| Critical Factors |
Tip | Sprue | Valve |
| Avoiding material shear | Poor | Good | Good |
| Avoiding part stress |
Poor | Good | Good |
| Fast cycle needed |
Good | Poor | Best |
| Good cosmetics critical |
Good | Poor | Best |
| Avoiding high mold costs |
Good | Good | Poor |
| Avoiding drooling |
Good | Poor | Best |
| Large shot size |
Poor | Good | Good |
| Packing important |
Poor | Good | Good |
| Tight processing window required | Poor | Good | Good |
| Figure 5. General guide on vertical gating methods. | |||
Mold features (most importantly gate cooling) also will influence the results with a particular gating method.
Your hot runner supplier should be able to verify that your gate cooling, steel selection, and other mold design features are acceptable with the selected gating method. Figure 5 is a general guide on vertical gating methods. One must decide which factors are the most important in the application before selecting the gating method.
Vertical Gating Method Suitability
Once the general gating method is determined, one must choose between the various styles available with that gating method based on the rate of heat dissipation in the gate.
Selecting the optimal gating method is a critical step in designing your hot runner system; however, there are often several more options available within each gating method category. You are well advised to work closely with the applications engineers at your hot runner supplier to ensure the hot runner system will be able to produce the part you need.












Related Content

How to Build a Better-Performing Hot Runner Mold
Early stage communication across the supply chain about design considerations optimizes hot runner mold performance.
Read More
Breaking Down Hot Runner Maintenance
Improving a manifold’s maintenance plan requires specific skills and knowledge of its functioning areas.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read MoreRead Next

Hot Stuff!
Advances in valve gating technologies and improved efficiencies heat up the hot runner market in 2005.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More