
Selecting a Filler Metal for Mold Repair Welding
Mold repair welding can add more life to a damaged tool, but choosing the right filler metal can determine just how long that life will last.



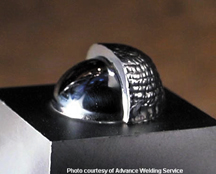
Figure 1: On this domed build-up, the polished surface shows a solid weldment, free of porosity. Copper-free .020" diameter weld wire was used.
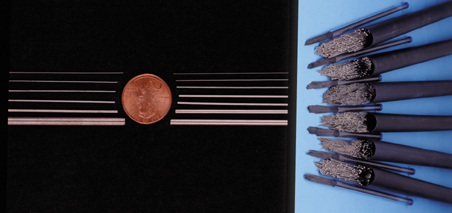
Figure 2: Copper-free weld wire comes in many sizes. Diameters from .003" through 1/8" are shown here.
Mold repair welding offers an economical way to add life to a tool when it is damaged, requires reengineering or when wear has rendered it unusable. For the weld to perform well in its application, the filler metal must be chosen and applied properly. Premature weld failure can occur when filler rod selection is based on the beliefs that whatever is on hand will work, soft materials won't crack, cheaper is better and a fast turn around is more important than weld life. Making the correct choice of filler material is an integral part of pre-weld engineering. This task can be confusing because of the many kinds of applications, the variety of tool steels and filler materials available and the welding metallurgy involved. Even the correct choice of filler material will not produce a long lasting weld unless the basic principles of tool steel welding are practiced as well. By applying the essential steps of surface preparation, pre-heating and appropriate filler material selection, the economical advantages of tool repair can be realized. None of these steps will work alone, however. They must all be employed together.
Start With Sound Welding Principles
Surface cleaning and preparation are important to guard against weld contamination and failure. The area to be welded should not only be visibly clean, but also must be degreased and deoxidized. Another way to guard against weld metal contamination is to choose filler wire without a copper coating. The copper coating that comes on most filler rod was originally applied to protect the rod against corrosion and oxidation, but can trap oxidation and other contaminants under the copper. On micro-diameter wires, the copper coating becomes a large percentage of the cross-sectional chemistry, dilutes the actual required chemistry and can change the weld metal color. Choosing a bare rod that has no copper coating helps produce a cleaner weld, especially when applying a multi-pass build-up. Figure 1 shows a welded build-up with clean weld metal throughout. It was created with copper-free .020" diameter wire, EDM'ed and polished. Some suppliers offer copper-free welding wire with an invisible barrier that guards against corrosion and oxidation (see Figure 2). These copper-free materials are ready to use right out of the tube, but wiping all filler materials with a non-petroleum based cleaning solvent before use is always a good idea.



Preheating is essential on tool steels and other base metals used in molds. It helps to diminish brittleness by preventing the formation of Martensite in the heat-affected zone (HAZ). Slowing the cooling rate of the weld metal by preheating reduces weld hardness and residual stress. Residual stress is the contraction of the weld metal that causes cracking along the edge of the weld and distortion of the detail around the weld. Distortion and cracking are caused by not preheating - not the opposite. Preheating also is an effective method to decrease welding amperages (heat) and sink around the weld.
In order to select the correct filler metal for a job, both the characteristics of the tool to be repaired and the demands to be put on the weld must be considered. The characteristics of the tool include its heat-treated condition (hardness), exposure to thermal stresses and corrosive conditions, strength and wear requirements. The weld may be required to match chemistry, color, hardness for texturing, softness for machinability or crack resistance.
Match It If You Can
Matching the chemical composition of the base metal is generally desirable to assure that the weld has the same characteristics as the tool. This is true especially in cases where the tool is new and will later be subjected to stress relief, re-draw or a full heat treatment. In the case of plastic molds, consistent thermal transfer and contraction and expansion characteristics are important. Matching the base metal is critical when the mold or insert is to be polished, when an invisible weld is required or for other cosmetic reasons. Sometimes a difference in weld metal composition (or use of copper-coated wire) will show the weld on the molded part. Any difference in the weld metal color can "photograph" to the plastic part as a stained area.
Substitutes That Work
There are many instances when repairs require the use of substitute filler materials:
- When extra wear resistance is required,
- When joining dissimilar metals,
- To avoid post-weld heat treating,
- When a machinable weld is desired, or
- When texturing will be employed and a hardness match is required.
These specialized materials are available from knowledgeable suppliers.
Sometimes the weld itself must have toughness and wear resistance beyond that of the base metal. When abrasive plastics are molded, the gates, vents and other mold details are subject to erosion. The tool welder must choose a filler material to combat this. The high-speed steels such as M-2 (60-62 RC) and M-42 (64-67 RC) have hardness and toughness in the as-welded condition (their hardness comes from tungsten and cobalt respectively, as well as carbon) and are viable solutions to these and other wear problems. When metal-to-metal galling is a problem or in high heat situations, special alloys are chosen for their lubricity and heat resistance (usually a result of added nickel). Filler materials with high nickel, chromium, tungsten or cobalt content tend to exhibit good wear resistance.
Joining steels, similar or dissimilar, and repairing cracks are jobs that require a filler material with high strength and crack resistance. 312SS is a useful material for these applications. Welders seem to perform "magic" when joining dissimilar metals using 312SS because of its ductility and strength. Care should be taken not to use 308SS or 316SS on carbon or low alloy steels, as they are sensitive to microcracking in these applications. There are other modified versions of 312SS that are "magic" materials to use when joining dissimilar metals that, due to their specific chemistries, have maximum strength and superior crack resistance. Elasticity and tensile strength are other characteristics of these maintenance type alloys that make them excellent choices for welding on spring steels, stainless steels, tool steels and dissimilar or unknown steels. These filler materials are slightly yellow when welded, and care must be taken when a color match must be maintained. The final passes in these applications can be made with a filler material that matches the base metal characteristics.
There are certain cases where matching base metal chemistry requires post-weld heat treatment. Filler materials such as D-2 and 440CSS are soft as welded and require post-weld heat treatment to harden the weld. To avoid this requirement, substitute filler metals are sometimes used that closely match the hardened base metal. For repairs on D-2, the high-speed steels M-2 or M-42 are commonly used. 440CSS can be welded with 420SS (50-52 RC as welded).
For a machinable weld, mild steel is a good choice. 8620 or Modified P-20 both produce a weld that matches the color of the base metal with a hardness of about 30 RC. 300 series austenitic stainless is sometimes mistakenly used to produce a machinable weld. The result can be a yellow weld (caused by the nickel content) and a weld composition subject to microcracking. As mentioned previously, 308SS should only be used on other low 300 series stainless or on itself. 316SS is only recommended for use on 316SS.
Some filler metals weld too hard as compared with the base metal. P-20 is one such material, with an as-welded hardness of 50-55 RC. P-20 should only be used in conjunction with a post-weld heat treatment of 900°F for one hour per inch of thickness. This treatment draws the weld metal back down to the base metal hardness. A substitute filler metal for application on P-20 is Modified P-20 - it has a low carbon chemistry with an as-welded hardness of 30-35 RC that produces a color and hardness match to the base metal without the post-weld heat treatment. This material also is useful when texturing is necessary and when welding on P-5 and P-6 base metals.
Unknown Alloys
One of the most difficult situations for a mold repair welder occurs when the base metal is unknown. Perhaps the tool was manufactured overseas, is old or has been welded many times. Unknown alloys require the welder to revert to the rules of matching hardness and color of the base metal while also considering the demands that will ultimately be placed on the weld. Sometimes the tool will be heat treated after repair, which necessitates a chemical match. In this case - because guessing the base metal is out of the question - a sample may be sent to a lab for analysis. This procedure can be time consuming, however, and may lengthen the downtime for the tool. Occasionally, a sliver can be taken from an inconspicuous place on the tool and used as the filler material, thus assuring a match.
There is no mystery that there are great economic advantages to repairing tools, dies and molds with welding. Where the mystery can lie is how to effectively choose a filler material. When the welder adheres to sound welding principles and acquires the metallurgical knowledge necessary, he can confidently choose the correct filler material for most jobs. It is a rare tool welder that knows how to approach every job. A knowledgeable supplier can be a valuable resource in extra difficult cases.















Related Content

VIDEO: Hot Runner Maintenance Tips
Scott Clark, Hot Runner Business Manager for Husky Technologies, breaks down maintenance practices for hot runner systems.
Read More
Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More
How to Maintain Heaters, Thermocouples, Valve Gates and Controls
An examination of real-world problems and solutions involving hot runner system maintenance.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More