
Plate Positioning Perfected
Consider a positive precision plate device to overcome the risks and uncertainties inherent with springs and spring limiters.



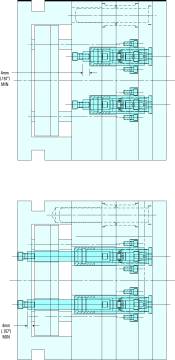
Figure 2: (Top) Internal latch lock application with center puller pins mounted in the support plate. This is typically done in applications where the travel is shorter and/or when mold plates are thicker. (Bottom) Internal latch lock application with center puller pin mounted in the bottom clamping plate. This is typically done in applications where the travel is longer and/or when mold plates are thinner.

Figure 4b: In bottom last sequencing, after a predetermined amount of travel, the latch mechanism latches onto the Center Rod, thereby fixing the position of the top (stationary platen side) ejector plate assembly. The bottom (moving platen side) ejector plate assembly then continues to move through the “second” (or remaining) stroke until the bottom ejector plate assembly contacts the top ejector plate assembly.
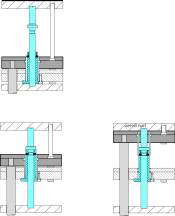
Figure 4a: In top last sequencing, after a predetermined amount of travel, the latch mechanism latches onto the Center Rod, thereby fixing the position of the bottom (moving platen side) ejector plate assembly. The top (stationary platen side) ejector plate assembly then continues to move through the “second” (or remaining) stroke until the top ejector plate assembly contacts the bottom of the support plate.

Figure 3: 2-Stage Ejectors. Top last subcomponents (left) and bottom last subcomponents (right).

Figure 1: The internal latch lock allows control of the mold plate opening sequence on mold bases with stripper plates. Figures courtesy of D-M-E Company.
The growing need for more sophisticated molds means there also is a growing need to ensure mold plates are positioned consistently and precisely during processing and to maintain those positions over time without fail. Two of the issues more sophisticated molds are creating are (1) the need to eject parts using a stripper plate and (2) the need to eject more complex parts, such as those with protrusions or undercuts.
Stripper Plates
Stripper plates are used with parts like caps and closures because they effectively eliminate the ejector system and grab the part from its perimeter. Stripper plates tend to offer cleaner ejection since they eject from along the entire perimeter of the molded part, rather than a number of isolated points within the molded part interior. This can result in smoother, more positive ejection and fewer ejector marks on the molded part.



Additionally, as the perimeter of the molded part tends to cool faster than its interior and because a stripper plate commonly has a greater effective area applying the ejector force, ejection can frequently occur sooner and faster than with traditional ejector systems.
Historically, when moldmakers built molds with stripper plates, they would typically use springs to actuate plate movement and stripper bolts to control or stop plate movement. Each spring has a tolerance on its length, in both the free and compressed states. Mold designers sometimes incorporate a certain initial spring compression in their designs to minimize the impact of this variance, but this variance cannot be eliminated.
Springs wear over time, leading to continuous changes in both free and compressed lengths, further complicating the issue of variance. And since stripper plates are often used on molds running high-volume parts, the wear tends to happen sooner rather than later.
Spring Wear
Determining the rate at which a spring will wear is difficult at best, especially since the rate of wear varies from spring to spring—even among springs from the same manufacturing lot. There are multiple tolerances and variances that must be accounted for when installing springs. And they will increase as the springs are actuated over the life of the mold.
Mold maintenance should include periodic checking of springs, replacing them as necessary. Ideally, springs should be replaced just prior to the end of their useful life (although gauging exactly when a spring reaches this point is difficult to quantify precisely). As springs are most commonly installed as a set that must act in concert to evenly move the plate(s), it’s important to catch the first spring at the stage when it’s approaching the end of its useful life. At that time all springs in that particular set should be replaced. It is not recommended that individual springs within a set be replaced at alternate times.
To get around these drawbacks, designers may use spring limiters, such as stripper bolts. Threads on a stripper bolt, however, will stretch over time. Stripper bolts also should be monitored as part of regular mold maintenance. As with springs, there are tolerances and variances on the overall lengths and/or the position at which stripper bolts are installed into the mold. And just like springs, these tolerances and variances will change with usage. The rate of change is impossible to gauge in advance and will vary with each stripper bolt. Stripper bolts also should be installed and replaced as a set as soon as any one of the set begins to show fatigue or stretch.
For those looking to operate without the risks and uncertainties inherent with springs and spring limiters and aren’t interested in the time and resources it takes to create an elaborate plate precision device of their own, there is an off-the-shelf positive precision plate device that overcomes these challenges.
Internal Latch Locks
Anyone who is building a mold with a moving plate should consider, or at least know more about, these devices to make design and manufacture of the mold easier and more consistent.
Internal latch locks (see Figure 1) are built with hard steel, which significantly reduces wear and variance issues. The steel can’t be accidentally altered once it has been cut, and once installed, there are no adjustments that can accidentally change. This means the mold plate will always maintain the precise position.
The internal latch lock enables one plate, or group of plates, to be latched together while the first parting line opening occurs. Then, after a predetermined amount of travel, the latch lock releases the latched plate or group of plates for the remaining parting line (or lines) to open (see Figure 2).
When compared to springs, internal latch locks will ultimately save time and costs while increasing speed and efficiency. Most importantly, the mold plate will always be in the precise position.
Difficult Ejection
Two-stage ejection is a seldom used but growing capability that molders are challenged with as parts become more complex and more needs to be done without secondary operations. Some molders are using hydraulic cylinders, which actuate the second ejector stroke once the knock-out rod’s first ejector stroke is complete.
Two-Stage Ejector
For moldmakers and molders struggling to overcome the challenges of complex part ejection, standard 2-stage ejector technology should be considered (see Figure 3). With this technology available in two types—top last and bottom last—2-stage ejectors accomplish the translation of the single movement of the knock-out rod into two movements of the ejector plates. This technology is needed when molding complex parts such as those with protrusions or undercuts. Often it is used with multi-cavity molds, but that is not a requirement. Two-stage ejectors never touch the parts and do not eliminate the need for ejector pins; however, they help to more precisely time the movement of the ejector pins (see Figures 4a,b).
It is typically recommended that 2-stage ejectors be installed in even numbered pairs (2, 4, 6 or 8). Four is the most recommended because you can put one in each corner. When the components are added opposite and symmetrical of one another, they tend to work best.
As with internal latch locks, 2-stage ejectors are made with hardened steel to ensure precision and drastically reduce wear or variance issues.
Conclusion
While designing molds with springs may be most familiar to those who have worked with springs, more designers—both experienced and new to the industry—are becoming acquainted with internal latch locks and 2-stage ejectors. And many are finding they can be implemented to provide advantages in reliability, precision and overall productivity gains for their customers.
Although the ultimate benefits of operation are reaped by the molder, as a moldmaker, incorporating this technology into your molds provides a competitive advantage. It results in a better mold that requires less maintenance: an attribute that your customers will no doubt appreciate.















Related Content

Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More