
Automation and Moldmaking: Streamling Processes
Automation is coming into the forefront as moldmakers are on the hunt to automate with software and equipment to streamline processes for optimal productivity—and quality.



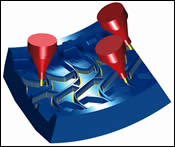
Tire mold programming includes extensive use of automation technology to manage similar and repeated geometry elements. Photo courtesy of Open Mind Technologies USA, Inc.

Installing automation equipment on the shop floor for unattended production is vital to staying profitable and competitive in a global market. Automation can change the shop environment from labor-driven to technology-driven and decrease labor costs. Photo courtesy of Mitsubishi EDM Corp.

Automation allows moldmakers to reduce the number of operator-oriented tasks during production—maximizing machine productivity and minimizing the labor load per part. Photo courtesy of Toyoda Machinery.
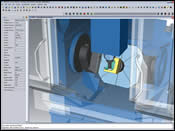
Five-axis machining plays a vital role in shop automation—allowing the use of shorter, more rigid tools to reduce the risk of chattering. Photo courtesy of DP Technology.
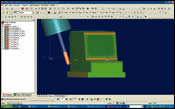
Machine simulation software, with accurate and reliable material removal simulation of complex 5-axis cuts, gives the moldmaker the ability to visualize the cut surfaces produced. Without such software, the NC programmer is forced to imagine it, or wait to view the physical results when it is too late to change. Photo courtesy of CGTech.
Last November, we explored how moldmakers are looking to automation to help their cost-cutting and leadtime-reducing endeavors while meeting strict quality standards. Fortunately, suppliers and manufacturers are rising to the task with software and equipment in a wide enough variety to help the smaller moldmaker who is just looking to automate aspects of its operations to the shops that want a complete overhaul.
According to Nick Giannotte, VP Sales of Mitsubishi EDM (Wood Dale, IL)—a manufacturer of EDM equipment—the price of labor and cost average determines the success and failures of U.S. moldmakers today. “Manufacturers are no longer competing with their neighbor; they are competing in a global market,” he states. “The biggest challenge U.S. moldmakers must overcome is the low cost of labor in other countries. Because the cost of labor in the U.S. is exponentially higher, it is critical that we rely on technology to maximize our return. The key to staying profitable and competitive in the world market is to minimize the part cost. Since labor represents more than 50 percent of our part cost, U.S. manufacturers must find ways to get as much unattended production into the manufacturing process as possible.”



In agreement is Howard Michael, CEO/President of Toyoda Machinery USA (Arlington Heights, IL)—a manufacturer of CNC horizontal machining centers and grinders. “Today’s machines are more productive than ever before,” he comments. “Automation is allowing shops to reduce the number of operator-oriented tasks during production. Today, we have fewer talented workers to replenish the positions of machinists who have spent the past 30 years on the shop floor doing repetitive jobs, such as setting up fixtures on a machining center, moving materials, etc. U.S. moldmakers have been forced to find an alternative to this once-substantial workforce. We turn to automation to balance this shortage of skilled laborers.”
With that in mind, several leading manufacturers of machining equipment, EDM machines and software discuss their views and share their knowledge of the latest advancements in automation and what they mean to the shop in terms of the mold designer, engineer, moldmaker, mold assembler and the process as a whole. They also discuss the challenges the industry faces in terms of automation and some recommended solutions to these challenges.
Software
Advancements
Re-Using Existing Data
On the CAD/CAM end, Alan Levine, Managing Director of Open Mind Technologies USA, Inc. (Wellesley Hills, MA)—a software supplier providing NC milling programs for machine tools—believes that modern machine tool equipment and CAD/CAM software systems offer many opportunities for automation to improve productivity and throughput, thereby making moldmakers more competitive. “The goal is not to reduce human labor content, but to utilize labor for higher-value decision making tasks and to use automation where it can provide a positive result,” he says.”
Levine sees CAD/CAM programming as one area for potential automation. “Frequently, product designs go through many revisions, sometimes even after the original parts have been released for manufacturing,” he explains. “Programming systems must react to this reality with the ability to re-use existing geometry data and process data where possible. In other cases, new parts are merely variations on previously designed and built components. This is a philosophy to rely on previous design and analysis, and be able to create new products and models as variations of existing and proven technology. This incremental product design philosophy can create new product models for a fraction of the cost of a ‘clean-paper design.’”
Applied Feature Recognition/Technology
Many systems have applied feature recognition and feature technology to simple geometric elements like holes and pockets, Levine continues. In these approaches, the CAD model is searched for repeated or similar entities that are identified to reduce the pain of the programmer. But, a mold’s models are more complex than holes and pockets. “Feature technology should be applied to any similar or repeated geometry,” Levine says. “Family-of-parts applications are well-suited to this such as tire molds and bottle molds. The feature technology adds intelligence to the CAD model (or many models) and reduces user interaction and chance of error.”
Organizing/Adding Intelligence
The next step after organizing the geometry is to also organize and add intelligence to the machining process data, according to Levine. “Many feature recognition systems not only identify the geometry but can use standard machining parameters to define depths and feedrates for drilling cycles,” he states. “A tool database concept has been available in many software systems for years as well, where a given cutter and application material can have pre-defined feedrates and spindle speed settings. The logical extension is to add the ability within the CAM software to save to database (for re-use) any machining process parameters. The goal is to make more parts conceptually look alike than to have every part be viewed as a new job.”
Levine likens adding automation in the CAD/CAM realm to introducing a new engineer/
programmer/operator to a shop. “The shop should have existing standards and the CAM software results should be the same no matter who is the programmer,” he elaborates. “The new employee will be learning many things in the company, but can rely on accessing proven best-practice machining standards for that company and its equipment. Many shops have a ‘training license’ which is used not only to train new employees, but to focus on process development. This user may focus on improving process and storing knowledge, while the other programmers are focused on production and throughput.”
Combining Software
Jeff Jaje, Marketing & Business Development Manager of Sescoi (Southfield, MI)—a provider of automatic manufacturing software solu-tions—notes that combining what has been traditionally thought of as separate technologies or processes into one will assist the shop’s overall process and automation. “For example, combining shop management software with the CAD/CAM software will assist in managing and automating all processes,” he says. “Another example is combining robots with milling spindles to perform light machining operations.”
Wizards as Guides
According to Marketing Manager Peter Dickin of Delcam (Windsor, ON)—a supplier of CAD/CAM software product development solutions for the manufacturing industry—CAD systems are offering more automation, a trend he sees continuing over the next several years. “Most systems now offer a series of ‘wizards’ that guide the user through the various steps that need to be completed in order to create a mold design from a product design—including splitting the model into core and cavity, creating split surfaces, and building up the rest of the tool with components from standard catalogues,” Dickin notes. “These methods speed up the more repetitive aspects of the design process and make mistakes less likely by automating the more routine calculations. They increase the productivity of the skilled designer and leave him more time to consider the best way to lay out the mold, how to incorporated sliders for any undercut regions and other key design issues.”
Link between CAD/CAM
Additionally, Dickin explains that closer links between CAD and CAM also have led to more automation opportunities. “While there is still no reliable automatic way to generate toolpaths for a complex insert, it is possible to include manufacturing information alongside hole and pocket geometry in the mold plates,” he states. “This makes it possible to generate manufacturing data automatically. This again offers time benefits but also is more reliable than programming based in drawings, for example, when ensuring that holes will align correctly in a series of plates.”
Five-axis Machining
Five-axis machining is playing a vital role in shop automation, according to ESPRIT Mold Product Manager Marco Levi D’Ancona of DP Technology (Camarillo, CA)—a developer and supplier of computer-aided manufacturing (CAM) software for a full range of machine tool applications. “Visit any machinery exhibition, like the last IMTS 2006 in Chicago, for evidence of the popularity of five-axis machine-tools,” D’Ancona says. “More than simply avoiding the need for multiple positioning, a five-axis machine allows the use of shorter—and therefore more rigid—tools. This reduces the risk of chattering in high speed machining. Existing CAM systems in mold shops are usually legacy selections based on three-axis machining criteria and cannot efficiently answer the needs of five-axis machining.”
Bill Hasenjaeger, Product Marketing Manager for CGTech (Irvine, CA)—a provider of numerical control (NC/CNC) simulation, verification, optimization and analysis software technology for manufacturing—also sees the prominence of five-axis machining in the automation process. “In the past, mold machining was strictly limited to three-axis milling,” he recalls. “As five-axis milling machines become more affordable and mold designs become more complex, the use of five-axis machine tools for machining of mold cavities is becoming more common. In the future, the use of five-axis machine tools may even become required to be competitive—at least for creating molds of a certain complexity and sophistication.”
Five-axis machining obviously requires more sophisticated software to support the more complex processes. “It requires manufacturing engineers with new skills to design efficient processes and create the NC programs for these machines,” Hasenjaeger continues. “The engineer must have superior spatial visualization abilities and software tools to support his efforts. Machine simulation and path verification software—with accurate and reliable material removal simulation of complex five-axis cuts using complex shaped cutting tools—is mandatory for efficient development of correct NC programs. Without the ability to visualize the cut surfaces produced by a complex five-axis cut, the NC programmer is forced to imagine it himself, or wait to view the physical results when it is too late to change.”
DP Technology’s D’Ancona adds that to get real advantage from the introduction of a five-axis machine, all of the production processes must be reviewed—with particular attention to the CAM system, cutting tools and cutting strategies.
Integrated Systems
Integrated systems also can offer a competitive edge. “There are numerous productivity advantages to be had from an integrated CAM system, i.e. from the capability of affording 2-5, 3, 3+2, 5-axis strategies while taking into account the removed material at any step in order to avoid air cutting,” D’Ancona of DP Technology says. “It also is good to note that five-axis strategies for moldmakers differ from what is generally used in aerospace.” Some software manufacturers offer special features specifically designed for the moldmaking industry.
Automatic Feedrate Calculation
CGTech’s Hasenjaeger notes that special software has been developed for the more sophisticated cutting tools that are available today. “Simulation software helps the NC programmer see how his cutting strategy applies ‘where the rubber meets the road’, to quote an old advertising slogan,” he says. “Additionally, automatic feedrate calculation software computes the feedrate based on cutter contact and other empirical knowledge of proper cutting feeds and speeds. This can significantly improve cutting efficiency and help to standardize on the best possible feeds and speeds in an organization.”
Challenges/Solutions
Challenge: Reducing costs and production times.
Solution: Automation recommendations.
D’Ancona of DP Technology offers the following automation recommendations to address these issues:
- Don’t waste time in air cutting.
- Avoid short toolpaths: the toolpath must follow the shape of the part
- Provide your HSC machines with tool paths having a proper point distribution.
- Use climbing cutting and avoid conventional cutting as much as possible; the result will be a better surface quality and less wear of inserts.
- Rough with the new HSC tools with special insert profile: no doubt they can cut much faster the traditional bull-nose shapes.
- Save in programming time using smart, integrated CAM features
Challenge: Machine shop productivity.
Solution: Measure spindle effectiveness.
According to Levine of Open Mind Technologies, machine shop productivity is often measured by spindle effectiveness. “When purchasing a new machine tool, the customer may specify up-time or the vendor may quote such a value,” he elaborates. “But the true spindle effectiveness goes well beyond the fact if the machine is operational or requires a service technician. It should really be measured by the amount of time that the machine tool is cutting. This measure includes two additional factors beyond the up-time definition above—how much time is lost to part set-ups and how much time is lost during machining cutting air due to inefficient toolpaths. Though separate issues, both can be described under the umbrella of automation and can directly impact spindle effectiveness and moldmaker competitiveness.
Challenge: Setup time.
Solution: Adding capabilities/equipment.
Setup time for repeated parts can be reduced with a few different methods, Levine states. First, additional work pallets can be purchased with the machine and allow subsequent jobs (same or different) to be loaded and aligned while another job is machining. Then, expensive jigs can be procured so that repeated parts are mounted precisely without much operator intervention. “The downside to this approach is that these jigs should be stored for potential re-use and have a warehousing and storage cost,” he says. Also, modern CNC controls can adjust three-axis or five-axis G-code programs using standard probing cycles and dynamic fixture offsets.
Challenge: Keeping current with the latest technology.
Solution: Invest in capital equipment.
Sescoi’s Jaje adds that keeping current with the latest technologies is another major hurdle for moldmakers, which often requires significant investments in capital equipment to take advantage of new technologies. “Additionally, it also may require investments in training and the trying out of new ideas—all while working under a time constraint,” Jaje says. “Shops must be able to test new ideas, and determine whether they add value to the company process or not. But to stand still means someone will pass you eventually.”
Challenge: Being inhibited by software solutions.
Solution: Keep an open mind.
Dickin of Delcam advises the user not to be constrained by the software solutions. “If the automated solution is not what he wants, it can be difficult or even impossible to make any alterations without re-running the complete design process,” he elaborates. “The best systems offer automation but retain all the capabilities of the system to edit, adjust and manipulate the results to get exactly what the user needs. This also can happen when moldmakers try to retain the parametric history in the CAD model when designing the tool. It can then be difficult to do things like increasing the radius of a fillet to improve material flow without affecting other fillets or changing the draft angle on one surface to make it easier to extract the component without moving any other surface.”
Challenge: Following through with automation.
Solution: Automation investment must be ongoing.
Hasenjaeger, Product Marketing Manager for CGTech, adds that investment in automation technologies must be ongoing. “Automation requires software,” he emphasizes. “Which software is used—and how it is applied—will be the significant differentiator for successful mold making companies. Those who economize on software will pay the price later in their processes.”
Machining/EDM
Advancements
Improving the Complete Process
Bob Burrows, product manager for Haas Automation, Inc. (Oxnard, CA)—a CNC machine tool builder—notes that the trends and advancements in automation have not changed a great deal over the last couple of years. “The main goal is to not only produce more product, but a better product in less time, with fewer people,” Burrows notes. “This is accomplished by improving the complete process, not just looking at automation. To be competitive, companies must utilize the best resources available. Moldmakers in the U.S. do not have the luxury of hiring a $1.00 an hour laborer to hand polish molds like they do in China. The molds must come off the machine with great finishes, requiring little or no hand work. This means choosing and using the right people, machines, machine options, CAD and CAM software, workholding and cutting tools.
Simplified Cell Controllers
According to Bob Byers, Vice President Sales & Marketing, EROWA Technology, Inc. (Arlington Heights, IL)—a supplier of palletization and automation systems for the manufacturing industry—the margins that moldmakers face push companies that produce automation solutions to do so less expensively and with less complications. “The systems have to be almost plug and play with little training and work seamlessly with the way moldmakers work today,” Byers explains. “These systems have to be controlled via a simplified cell controller that interfaces with their design departments—the goal to maximize true spindle time and reduce the menial tasks that the moldmaker actually performs.”
Using Standard Workholding Designs
The mold designers will have to utilize “standardized” workholding designs and begin their process in that fashion, Byers continues. “The actual robot will seem as an extension of the machine tool and be recognized as a peripheral similar to a toolchanger.”
Grinding Operations
When it comes to grinding operations, Victor Truelsen, Technical Sales Engineer for Okamoto Corporation (Buffalo Grove, IL)—an abrasives technology supplier—automation is being employed in this finishing process that often follows premachining or EDM. In almost all cases, grinding is the most accurate part of the process, Truelsen states. With grinding still being the must misunderstood of all metal removal processes, getting a consistent, high accuracy part is a challenge for the most experienced grinder personal. In many case this problem is multiplied when younger less experience operators are used. Grinding requires vast amounts of hands-on operation to fully respect and understand the many variables which come in to play when holding .00001" in size or squareness. To help achieve a more consistent accuracy in the grinding process, many of the larger, high end mold shop are using automation for load and grinding of these mold components. These parts will run from simple squaring of mold blocks within .0001” to grinding of multiple formed mold inserts. This allows parts to run around the clock with minimal operator intervention.
Challenges/Solutions
Challenge: Mindset, cost and implementation.
Solution: A new approach.
“A new approach is needed to succeed,” EROWA Technology’s Byers emphasizes. “Most shops have modernized in how they design their molds, but still rely on the shop floor to figure out how to grab the workpiece to machine the parts. We must create the mindset that we hold everything we machine in a standard format and allow for standard fixtures to create our locating points and eliminate indicating and setup times. This will allow for automation to be a simple extension of the work flow process. In short, they must make radical changes in their mindset on how to process work through their shops. Implementation of the new style of process is extremely easy and cost efficient. The cost involved is a hurdle of the mind and once looked at purely from a return on investment, after implementing a common work holding system, cost is no longer an issue. Time to implement becomes the new challenge.
“Most mold shop owners are working hard to fulfill their customer’s needs of reduced price of their molds, higher quality and shorter leadtimes,” Byers continues. “With global competition, it’s very tough to keep any margin and fulfill the above requirements. The shop owners today are scrambling to implement new ideas, but most are based on old habits of the shop and industry.”
Toyoda Machinery’s Michael agrees. “U.S. moldmakers have to recognize the importance of incorporating automation and technology advancements for continued success,” he notes. “Price is one of the biggest barriers to overcome when considering automation purchases. It is easy for small- or mid-sized businesses to feel a bit of sticker shock when considering such large-ticket items. The integration of automation should be viewed as an investment in a company’s future rather than an expense. It is easy to think, ‘If we can continue to produce this product as we currently are with the equipment we already have, why change?’ But this timid mindset will halt growth and lead to the company’s demise.”
Challenge: Reduce machining time.
Solution: Increase the cubic inches per minute of material removal.
Burrows of Haas agrees the above is a tough challenge. “The unit volume of molds being made is a small fraction compared to typical production parts where automation is easier to justify,” he explains. “The majority of time that goes into making a mold is machining time, and you can’t put a lot of automation into reducing machining time. You can use part and tool probing for setting and adjusting offsets, and for detecting broken tools so the CNC machine can automatically call up a redundant tool. However, to reduce machining time, the key is to increase the cubic inches per minute of material removal. There is no secret or magic formula to this. You need to do everything right throughout the process, which includes selecting the proper resources I mentioned above.”
Challenge: Cut labor from the process.
Solution: Automation to change from labor-driven to technology-driven.
Mitsubishi’s Giannotte recommends moldmakers evaluate their operation and find ways to cut labor time out of the process. “Automation is the key to successfully changing a work environment from a labor-driven business to a technology-driven business,” he states. “For example, a mold shop may run at peak efficiencies five days per week, two shifts per day. But when the machining process halts for two days over the weekend, the shop is losing 70 hours of possible productivity. By incorporating automation and running untended throughout the weekend, this company could decrease its labor cost by 30 percent on a weekly basis.”
Expanding on these thoughts is Michael from Toyoda Machinery. “Consider the total value that automation integration can bring to a company,” he states. “Automation allows moldmakers to operate profitably by maximizing machine productivity and minimizing the labor load per part.”
Challenge: Streamline processes.
Solution: Use automation in all steps of the process.
Automation helps streamline processes and minimize manual operations, keeping moldmakers operating at peak efficiencies, Michael of Toyoda Machinery notes. “Modern-day equipment can run unmanned, around the clock,” he notes. “If any problems occur during unattended production, notification can be sent instantly to a cell phone or pager. By making operators immediately aware of issues that occur during unattended machining, production output can still achieve peak efficiencies.”
Challenge: More capital investment.
Solution: Look at the long-term versus short-term.
Okamoto’s Truelsen expands on these thoughts. While automation is the answer for many to help get more production with the added benefit of better consistency, it does require a larger initial price tag, he says. As the accuracies held by the grinding process are very tight not only is a top quality grinder required, but a top quality tool. This includes grinding wheels that are matched correctly to the part material and temperature control of the hydraulics, chuck and coolant used in the machine operation. Top quality fixturing also is a must including high end servopress indexors with (+/- 1 arc sec) accuracies as well as high accuracy pallets for attaching part for transport from loading systems to grinding machines.
Toyoda Machinery’s Howard urges moldmakers to conduct an analysis of cost per part and relative efficiency to help calculate a return on this kind of investment. “When the costs of production are more calculated and clear, moldmakers can better grasp the value behind the purchase and integration of today’s automation,” he states. “This helps keep a business positioned for continued growth.”
Automate or Die?
Industry experts have a strong case for implementing automation on the shop floor. After all, your ability to be successful has a direct impact on them. According to Mitsubishi EDM’s Giannotte, techno-logy is the key to successfully operating today’s mold shops. “It is important that shop management look at how utilizing the right tools—automation, software, measuring equipment, tooling systems and machine technology—will reduce overall cost factor and make them more competitive,” he states.
Adding to this is Toyoda Machinery’s Michael. “By utilizing equipment that can keep their manual operations lean and maximize parts per cycle, U.S. moldmakers can compete worldwide, and with countries where the cost of labor is so cheap,” he affirms. “Technology has made our opportunities limitless. We need to stay a progressive nation and recognize the value that more sophisticated software and automation brings to us as a nation. Ultimately, it is keeping our factories alive and competitive within the U.S. and throughout the world.”















Related Content

Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read MoreRead Next

Challenges to Five-Axis Machining for Moldmaking
When considering five-axis machining you must consider your goal for using five-axis machining on molds: to machine the complete part with the shortest cutters possible.
Read More
Automation and Moldmaking: Mold Production in Action
Moldmakers are starting to change the way they think and incorporate automation into all aspects of their operation—combining a multitude of processes in a single cell for optimal productivity.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More