Moldmaker-Invented Chiller Keeps Workpieces Cool Without External Coolants
A quest to improve the dry grinding process yields a chilling system that improves accuracy and increases production.




The Kool-Grind System revolutionizes dry grinding by maintaining cool workpiece temperatures as you grind.
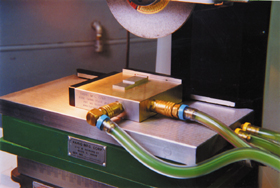
The Kool-Grind plate is mounted on the Kool-Grind chuck
Picture this scenario. You are in your shop trying to grind some small inserts, and they keep warping. So, you take them off of the chuck to let them cool down, then put them back on. The pieces heat up again, so you cool them again. This process is repeated over and over until you are done dry grinding - taking four times as long as you should. Unfortunately, this scenario is common at many shops that do small insert and core/cavity work.
Dan Charewicz - owner of Creative Kustom Tool Corp. (Woodstock, IL) - has gone down this road one too many times. A toolmaker for 24 years, his two-person operation focuses mostly on cavity and core work as well as small inserts for the electronic and automotive industries. Charewicz's two decades of frustration at this process was the catalyst for his invention of the Kool-Grind System five years ago.



This is how the system works: an internally cooled plate and/or chuck paired with a self-contained chiller enables the system to keep your workpieces cool as you grind. Heat generated in the workpiece during the machining process is absorbed by the plate or chuck instantly, without messy external coolant or mist systems. The system also prevents parts from warping due to temperature fluctuations and eliminates downtime caused by waiting for pieces to cool.
Without the fear of warping, you can leave less grinding stock on your workpiece, achieve closer tolerances and reduce grinding wheel breakdown. Like most products, its invention didn't happen overnight - but this story of a moldmaker's quest to improve his own process is a fascinating one.
Trial and Error
According to his wife Diane - who is the co-owner and project coordinator for the Kool-Grind System - the idea for the system originated about five years ago, when Dan was in the shop trying to dry grind some long, thin mold inserts and they just kept warping. "He couldn't keep them within tolerance," she recalls. "They kept heating up as he was dry grinding them, so he began looking for some kind of solution to reduce the heat build-up and warping."
Dan knew that he needed to come up with a way to cool the workpieces while grinding. So, not really knowing how the whole process would work, he took a magnetic parallel and drilled some holes in it, connected it with some tubing that hooked up to a pond pump he was using in the yard and then submersed it in a bucket filled with water. "Then he threw a bunch of ice cubes in the bucket to make the water cold and started circulating the cold water through the magnetic parallel," Diane says. "And that was the first generation of the internally cooled, magnetic transfer plate. It really helped him out and the job finished smoothly, but he really didn't plan on using it again. However, a few weeks later he got another job that was just as tough as the last one. So he used it again, and it was so helpful that he decided to create something more permanent."
For the second generation of the system, Dan used a fountain chiller (like a drinking fountain) instead of the ice cubes and the bucket. He began using it on more and more jobs and eventually outgrew the parallel plate. Dan began to think that he could use the idea for even bigger projects. So, he took an electromagnetic chuck and - after a few mishaps where the chuck fell apart and leaked - he designed an internally cooled chuck that held together and cooled the workpieces.
"He has used it on every job - start to finish - ever since," Diane states. "It has made such a huge difference in preventing warpage and it really increases productivity. For a year he would keep telling me, 'This is so cool, I can't believe how well it works.' Eventually we began to wonder if it would be helpful to other shops and why something like this wasn't already out there. We decided to do some patent searches and found that there was nothing else like this out there that was geared toward cooling the workpiece like that. So we looked at each other and said, 'Let's go for it.'"
Product Launch
Thus began the long and complicated patent process for the Charewiczes. After approximately four years of patent lawyers and completing designs and drawings, they got final patent approval in March of 2000. They own the patent, but soon realized that they could not get the word out alone. So, they began approaching some magnetic chuck manufacturers to license their idea. "That's how we wanted to approach it," Diane says. "We had no intention of doing the manufacturing part. We were looking for a manufacturer that would take on the idea and do both the manufacturing and the marketing.
"Some companies didn't feel that it would fit into their product line," she continues. "Then we approached Harig Mfg. Corp. (Niles, IL) because they manufacture high-end tools, accessories and EDM equipment. I called them and we agreed to meet. We presented the product to them last August. At that point they were interested in the adapter plate only and not the cooled magnetic chuck. They felt that the adapter plate would fit better with their current product line of equipment accessories rather than the larger electromagnetic chuck. They encouraged us to go back to the drawing board and design the adapter plate for more versatility and easier production."
After Dan produced the next generation plate, they brought the cooled magnetic transfer plate and a chiller that was uniquely designed for their application to Harig and had them test it out. "After testing it and getting feedback from colleagues in the industry, they called us back and said, 'How soon can you get us a cool chuck?'" Diane notes.
According to Harig Vice President Tad Eckert, the company had a change of heart because it felt that it was an ideal solution to the heat build-up problem when dry grinding, especially thin parts. "For years people have been trying to avoid this problem using different techniques, but we believed that this system was a really innovative way to solve the problem by cooling the parts directly through the chuck without any messy external factors," he states. "We saw the potential for a real rise in productivity and efficiency, resulting in more accurate piece parts coming off of the chucks."
The Kool-Grind System made its debut at a trade show this past February. According to Diane, it went over well and there has been a lot of interest. "It helps out the most with small workpieces - where the most warpage, heat generation and distortion happens," she says.
Not only did Dan improve his own shop conditions, his and Diane's hard work and perseverance have made it possible for other moldmakers to realize the same improvements - greater accuracy, increased production rates and better repeatability by cooling workpieces without external coolants. Not bad for a two-person operation!















Related Content

Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More