
In-Machine Mold Cleaning
Cleaning mold cavities and vents, including those with complex, tight geometries, is critical to producing quality products.

A micro-particle dry ice system can be used for in-machine mold cleaning. Images and figures courtesy of Cold Jet LLC.
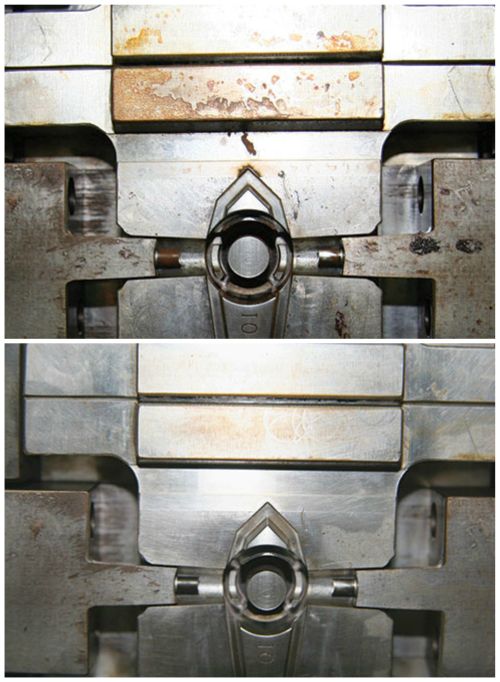
Figure 1 - The top image shows a mold vent area that has been clogged by off-gassing. The bottom image shows a mold vent area that was cleaned using micro-particle dry ice.
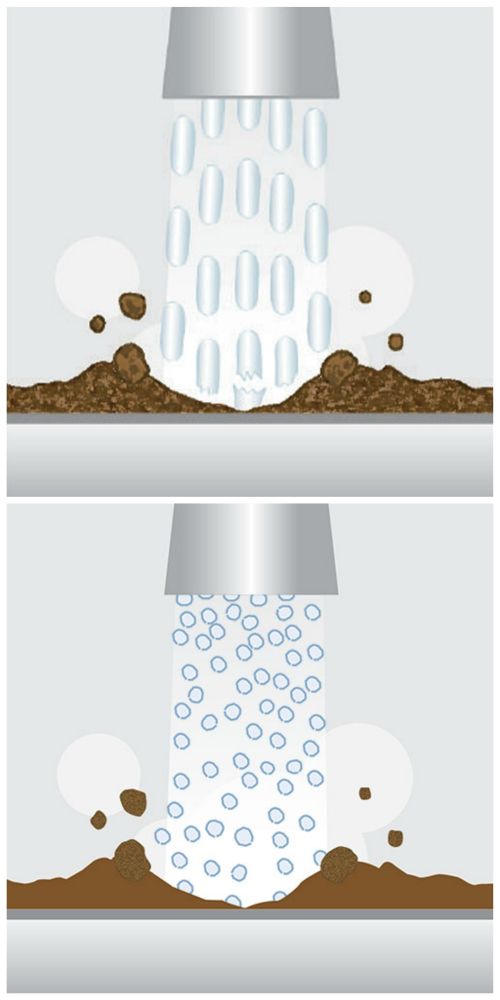
Figure 2 - This illustration depicts the difference between 3-mm dry ice pellets (top) and shaved micro-particles of dry ice (bottom). The micro-particles are more effective than larger pellets for cleaning delicate substrates with intricate geometries or tiny openings.
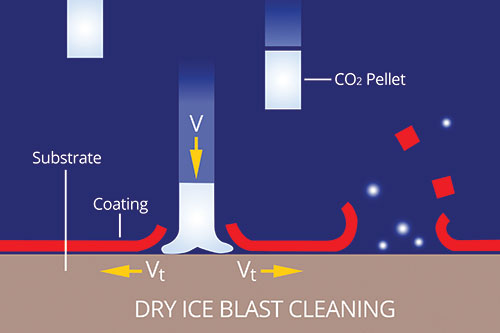
Figure 3: Kinetic, thermal and sublimation properties of carbon dioxide associated with a micro-particle dry ice system.

Figure 4 - Micro-particle dry ice systems are also often used to deburr and deflash plastic parts. The burrs in the top image were removed using micro-particle dry ice (bottom).
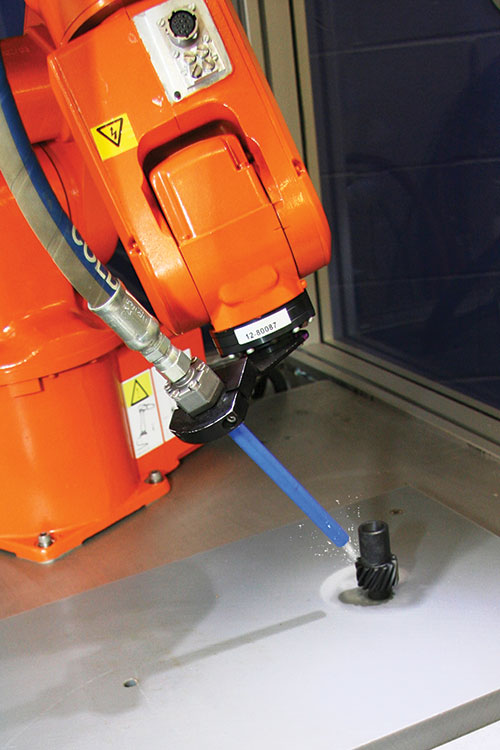
Figure 5 - This automation cell includes a dry ice deburring system.

Cleaning mold cavities and vents, including those with complex, tight geometries, is critical to producing quality products. However, molders often delay such cleaning because difficult, ineffective methods cause extended downtime and mold wear. Imagine being able to clean your molds in the press more often, faster, more inexpensively and non-abrasively, as well as in a sustainable, environmentally responsible manner. Dry ice micro-particles offer this alternative mold cleaning solution (see Figure 1). Cleaning with them also can help improve quality, increase productivity and extend mold life.
Dry ice is the generic term for the solid phase of carbon dioxide (CO2). Using it in a cleaning method is similar to sand blasting, but this media is non-abrasive and does not create secondary waste. All the dry ice used in the process is recycled CO2 from other manufacturing processes.



The dry ice cleaning process is based on three principles: the pellet kinetic energy effect, thermal effect and gas expansion effect.
Pellet kinetic energy effect. Similar to cleaning with blast media, the kinetic energy associated with dry ice cleaning is a function of particle mass density and impact velocity. To achieve the optimal kinetic energy effect and therefore optimal cleaning, dry ice particles (which have a hardness of only 1.5 to 2.0 Mohs) are fully accelerated in a pressurized air stream to supersonic velocity at speeds of 600 to 1,000 feet per second. A change in dry ice particle size and velocity will impact the amount of cleaning accomplished.
Figure 2 compares the greater flux density of the dry ice micro-particles that come from shaving a block of dry ice versus typical 3-mm pellets. The micro-particles are more effective than larger pellets for cleaning delicate substrates with intricate geometries or tiny openings. They also produce 1,000 times more surface strikes for a given volume of ice, which provides more thorough surface coverage and faster removal rates on the thinner resin contaminants that are commonly found on molds.
Thermal effect. An inherently unique dry ice characteristic is its extreme temperature of -79.5°C (-109.3°F). This low temperature causes the resin contaminant to embrittle and shrink, creating rapid micro-cracking and causing the bond between the contaminant and the substrate to fail. This is the effect of the coefficient of thermal expansion and contraction of dissimilar materials. The hotter the mold, the greater the temperature differential between substrate and dry ice, and therefore the greater the contribution of this effect, resulting in easier, faster mold cleaning.
Gas expansion effect. Another unique dry ice characteristic is its ability to sublimate, or change from a solid to its natural gas state. This eliminates the secondary waste or grit entrapment that is often associated with other blast media types. Upon impact, the CO2 particles expand to as much as 800 times their original size, lifting the resin contaminant off the mold substrate from the inside out (see Figure 3).
Cleaning Results
Micro-particle dry ice yields an improved, sustainable, non-abrasive mold cleaning process. Its benefits include:
More effective and efficient cleaning. The micro-particle size of dry ice allows for thorough in-place cleaning of molds, and its low coefficient of friction enables penetration of tight mold geometries. Dry ice also sublimates and leaves no secondary waste or residue on the mold surface.
Safer cleaning. Dry ice cleaning replaces the use of chemicals, which require proper disposal and have a negative environmental impact. It also improves worker safety by eliminating their exposure to such chemicals. By eliminating secondary waste streams, it also supports the zero-landfill initiatives of many companies. Dry ice cleaning is approved by the U.S. Food and Drug Administration, U.S. Environmental Protection Agency and U.S. Department of Agriculture.
Extended mold life. Dry ice cleaning extends the asset life of a mold because it does not wear away critical mold tolerances such as parting lines, shutoffs, roll-over edges, etc.
Faster cleaning. Mold cleaning with micro-particle dry ice is typically four to six times faster than traditional cleaning methods. It increases plant capacity by minimizing downtime, and because molds can be cleaned in the machine, it extends production runs.
Additional Uses
In addition to mold cleaning, micro-particle dry ice systems are also often used to deburr and deflash plastic parts (see Figure 4). Many such deburring/deflashing systems are automated in-line with blast nozzles mounted onto sub-spindles or off-line in automation cells. Dry ice systems also can be integrated into such production solutions with the blast on/off signals controlled by the automation cell, and the dry ice level and system ready signals provided by the blast unit (see Figure 5).
Mold cleaning is critical to the production of quality products, and micro-particle dry ice cleaning systems can be effective maintenance and production solutions that enable processors and mold maintenance personnel to do more with less time and fewer resources.












Related Content

Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More
Most-Viewed Content of 2022
The most popular MoldMaking Technology content according to analytics reports over the past 12 months.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

Justifying Investment in Cleaning Innovations
The top six benefits of dry ice blasting for injection mold professionals
Read More
Justifying Investment in Cleaning Innovations
The top six benefits of dry ice blasting for injection mold professionals
Read More
Justifying Investment in Cleaning Innovations
The top six benefits of dry ice blasting for injection mold professionals
Read More