Ice Blasting Molds
Cleaning technology using powerful streams of dry ice pellets now reaches a wider range of businesses, including the small to mid-size mold shop.




Dry ice pellets, like these at -110oF, provide a thermal shock to mold surfaces that shatters surface contamination.
Table courtesy of West Coast Ice Blasting Co.

The technique for spraying streams of dry ice pellets is the same for cleaning industrial manufacturing molds as it is for cleaning machinery or any other contaminated surface. The dry ice pellets dissipate into a gas vapor when they hit warmer surfaces, leaving no residue from the cleaning process.
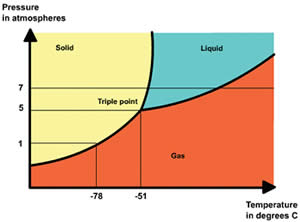
Phase changes of carbon dioxide. Chart courtesy of West Coast Ice Blasting Co.
Graph 1. Deposition and sublimation. Graph courtesy of West Coast Ice Blasting Co.
The technology for cleaning contaminated surfaces, particularly in molds, with blasts of dry ice pellets has been around for nearly two decades. Boeing uses it to clean injection molds. Starbucks cleans its coffee brewing equipment. Steel mills can even clean equipment operating at 400oF, which just increases the power and effectiveness of the thermal shock.
Recently, dry ice blasting technology shrunk from large scale to small scale, enabling independent businesses to provide commercial service for an endless list of industrial and residential cleaning applications. Technology for cleaning molds with powerful streams of dry ice pellets is no longer limited to giant companies.



Today, that same proven technology is packaged for commercial use by much smaller businesses, including production facilities ranging from foundries and boat building to plastics and food service industries.
The Mold Cleaning Application
Outperforming chemical solvents, sandblasting and other mold and equipment cleaning techniques, dry ice blasting is faster and leaves no residue from the evaporating pellets. It’s becoming a favored option for restoring contaminated or encrusted molds to like-new condition, saving time and increasing production and profits.
Molds are essential to thousands of businesses, but hand cleaning them with chemical solvents—one of the most common methods for restoring molds—can be a time-consuming, costly and environmental headache. Imperfections in molds that aren’t prepared well only produce flawed and rejected products.
Process Benefits
Dry ice technology works exceptionally well in cleaning molds of all kinds (see Table 1). Consider these advantages:
- • Dry ice blasting has been approved by the EPA, FDA and USDA as an acceptable cleaning method.
• It does not release harmful gases into the atmosphere.
• It does not generate secondary waste.
• It is safe and non-toxic (once pellets impact the surface they dissipate into the atmosphere).
• It reduces or eliminates employee exposure to (and corporate liability from) the use of dangerous chemical cleaning agents.
Dry ice blasting fits in perfectly with Toyota-style lean manufacturing standards because it saves wasted time and money in the production process. It’s more efficient to have molds cleaned with dry ice pellets than to pull employees from their regular job for four to eight hours of hand cleaning molds. Also, all of the repetitive motions of hand cleaning molds can easily create carpal tunnel problems for employees and the company.
Dry ice blasting eliminates exposure to cleaning solvents for employees, as well as not having to dispose of the used and contaminated solvents. This makes dry ice blasting, which is already a process approved by the Environmental Protection Agency and the Food and Drug Administration, a very green approach for mold cleaning operations.
Dry ice is obtained as a byproduct of other industrial processes. Made from reclaimed CO2 , it does not produce CO2 or add CO2 to the atmosphere and therefore does not contribute to the greenhouse effect.
Process Details
Here’s how the whole process works and why it works so well for a wide variety of applications. To begin with, dry ice is made by taking pressurized liquid CO2 (LCO2) and allowing it to expand into the natural atmosphere. This causes the LCO2 to expand into both a gas vapor and solid snow. The snow is then either compressed to form blocks or compressed and extruded to form pellets or nuggets. The equipment required to make the dry ice includes a liquid CO2 tank and a pelletizer or block maker.
Carbon dioxide is a colorless gas and natural byproduct of breathing. Its density at 25°C is 1.98 kg/m³ (0.123 lbs/f³)—about 1.65 times that of air. This means that CO2 gas displaces oxygen (the CO2 will sink to the floor and the oxygen will rise above it). It is important therefore to handle or store CO2 (whether solid or gas) in well-ventilated locations. Also, liquid CO2 needs to be stored in sealed and pressurized vessels in order to prevent any phase change. As it is fully oxidized, it is not very reactive and, in particular, not flammable.
At temperatures below -78°C, carbon dioxide changes directly from a gas to a white solid called dry ice through a process called deposition. Liquid carbon dioxide forms only at pressures above 5.1 atm; at atmospheric pressure, it passes directly between the solid phase and the gaseous phase in a process called sublimation. Chart 1 and Graph 1 show the phase changes of carbon dioxide.
The equipment used in dry ice blasting can accommodate either blocks or pellets. The block ice machines are used for less aggressive applications, as low as 50 psi and pellet machines range from 120 psi to 300 psi for more aggressive applications.
The applications using dry ice are endless. When it comes to cleaning molds, you don’t have to wait for molds to cool down, and in most cases, there is no disassembly of the equipment.
The ice blasting process incorporates high velocity (supersonic) nozzles for surface preparation and coating removal applications. Since kinetic impact force is a product of the pellet mass and velocity over time, the delivery system achieves the greatest impact force possible from a solid CO2 pellet by propelling the pellets to the highest velocities attainable in the blasting industry. Pellets can reach speeds of 900 feet per second.
Even at high impact velocities and direct head-on impact angles, the kinetic effect of solid CO2 pellets is minimal when compared to other media (grit, sand, PMB). This is due to the relative softness of a solid CO2 pellet, which is not as dense and hard, as other projectile media.
Also, the pellet changes phase from a solid to a gas almost instantaneously upon impact, which effectively provides an almost nonexistent coefficient of restitution in the impact equation. The advantage is that very little impact energy is transferred into the coating or substrate, so the blasting process is considered to be nonabrasive.
What makes dry ice blasting work so well is the thermal shock from the pellets’ extreme cold temperature and the pellets’ instantaneous sublimation from a solid to a gas state upon impact. The super-cold pellets, at -110oF, absorb heat from contaminated surfaces so rapidly that an extremely large temperature differential is created between successive micro-layers within the coating.
This sharp thermal gradient produces localized high shear stresses between the micro-layers. The shear stresses produced also are dependent upon the coating’s thermal conductivity and the thermal coefficient of expansion and contraction, as well as the thermal mass of the underlying substrate.
The high shear produced over a very brief expanse of time causes rapid micro-crack propagation between the layers. In turn, that reaction leads to a final bond failure in the contaminants’ ion or coatings at the surface of the substrate.
Basically, the thermal-kinetic effect of the dry ice pellets shatters the bonding of the surface contaminants, which fall to the floor to be cleaned up. The combined impact of energy dissipation and extremely rapid heat transfer between the pellet and the surface cause instantaneous sublimation of the solid CO2 into gas, which expands to nearly 800 times the volume of the pellet in a few milliseconds, effectively causing a micro-explosion at the point of impact.
The micro-explosion further enhances the lifting of thermally-fractured coating particles from the substrate because of the pellets’ lack of rebound energy, which tends to distribute its mass along the surface during the impact. The CO2 gas expands outward along the surface and its resulting explosion shock front effectively provides an area of high pressure focused between the surface and the thermally-fractured coating particles. This results in a very efficient lifting force to carry the particles away from the surface.
Mold Cleaning Steps
Cleaning production molds with dry ice blasting involves the following steps:
1. Evaluating the mold and its accessibility—whether it’s positioned horizontally or vertically.
2. Selection of either a 120-psi or a 300-psi nozzle as well as the best shape for applying the stream of dry-ice pellets—since some nozzles are better suited than others, depending upon whether it’s a flat surface or one with many angles and hard-to-reach spots.
3. Machine and hose setup.
4. Application of the blasting process to the mold’s surface. Small dry ice pellets are the usual choice unless you are using a block shaving machine that provides ice shavings that come out as snow.
If a 120-psi ice blasting machine can’t clean a particular mold easily, a change to a more aggressive machine with a higher pressure will do the trick. There’s no risk of damage to the mold with a higher pressure because it’s the thermal shock from the -110oF temperature of the ice pellets that remove contaminants, not the amount of the pressure. The added pressure only increases the amount of low temperature that can be provided to the surface to remove stubborn residue.
Because the thermal shock is the science that removes contaminants, ice blasting is equally effective on rusted machinery, molds growing on wood or a variety of manufacturing molds, including stainless steel injection molds, aluminum molds or other molded forms used by a variety of industries.
To Outsource or Not
The process looks deceptively easy, but it can be prohibitively expensive for a business to buy and operate its own equipment rather than outsourcing the work to a trained, qualified contractor.
Expense is one of the biggest drawbacks since a shop would need to buy both low- and high-pressure machines, plus Kevlar 40-foot-long hoses, nozzles and a compressor to power the ice blasting equipment—a steep investment wrapped up in equipment in a short time, without even beginning to train and qualify workers for operating everything.
A qualified, experienced, ice blasting contractor has the equipment and experience for mold cleaning. Contractors also know where to find and how to transport dry ice pellets in large enough volumes for the work assigned. Also, there’s a need to have qualified workers assigned solely to ice blasting. Many businesses—large and small—pull workers from other jobs and assign them to cleaning molds with liquid solvents and scrub pads. Switching to dry ice blasting can save shops 30 to 70 percent in labor costs.
Qualifying Your Contractor
If shops do decide to hire a dry ice blasting contractor, they need to follow the same procedure as they would with other new hires: interview for specific experience, check references and call state agencies to be sure they are registered, bonded as well as without complaints.
Costs for dry ice blasting are too varied to generalize since every application has so many variables that need to be determined and resolved—including the volume of the work. However, considering the high cost of equipment, training and operations for a company-owned dry ice blasting operation, hiring a trained and qualified contractor offers a great savings.
Summary
Overall, the advantages for manufacturers who switch to dry ice blasting to clean their molds are many, including eliminating the cost and environmental dangers of solvents, avoiding repetitive motion injuries from hand cleaning and, best of all, achieving faster and improved mold cleaning.















Related Content

Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More
Most-Viewed Content of 2022
The most popular MoldMaking Technology content according to analytics reports over the past 12 months.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read MoreRead Next

Choosing and Using the Right Mold Cleaners
Knowing the requirements of offline and online cleaners yields cleaner molds.
Read More
Streamline Your Mold Cleaning Process
Ultrasonics can help your shop reduce labor costs and product waste while boosting efficiency and product quality.
Read More
Value-Added Critical Cleaning of Industrial Molds
If you want to build industrial molds right, you have to clean them right.
Read More