
How to Decrease Wire EDM Burn Times
High Energy Applied Technology will produce the accuracy, geometry, speed and surface finish that is required of today’s high quality molds.



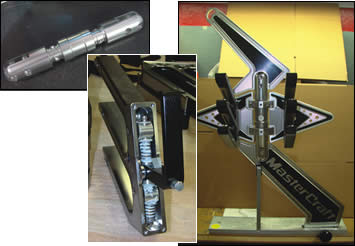
This trim die is a perfect example of a H.E.A.T. application. The contoured surface, deep counter bores and cross drilled holes eliminate the possibility of good, sealed flushing.
Development and initial testing of H.E.A.T. was performed on an extremely fast wire-cutting machine like the one in this picture. Images courtesy of Makino.
In today’s competitive market speed is paramount. Shops need to reduce leadtimes, decrease prices and deliver on time to keep up. This is especially true in mold shops, where many jobs require hours or days to produce.
The most popular way to speed up in-machine time on a wire EDM has been with special wires, usually in the form of exotic sizes or special coatings. While this does often decrease burn times, this approach has also caused many problems in the areas of automatic wire feeding, wire expense and ability to find replacement wire.



Most attempts to speed up wire EDM burn time result in decreased accuracy, which in the long run only leads to re-work, inconsistent finishes and geometries, and overall longer production times.
In addition, much of the work North American moldmakers deal with is more complex than in the past—many of the simple molds have moved overseas. Today’s mold applications are often tall or complex with features such as varying thicknesses, tight angles that contribute to wire breakage, and molds requiring high quality surface finishes. These complexities lead to longer burn times and conditions where nozzles cannot seal tightly.
With these things in mind, a system has been developed to decrease wire EDM burn times in applications where poor flushing is of concern.
High Energy Applied Technology
High Energy Applied Technology (H.E.A.T.) was developed to address the need for high-speed cutting of wire EDM applications where good, sealed flushing cannot be achieved, while at the same time providing high accuracy, unparalleled part straightness, and good surface finishes. The desire to be able to use the most common EDM wires in today’s market was also taken into consideration in the development of this new system.
When the flushing nozzles cannot seal off on the top and bottom surfaces of a workpiece, flushing pressure will be lost due to the de-ionized water stream losing pinpoint focus to the cut area, especially in taller work. This can result in a loss of pressure, less efficient removal of eroded material particles from the spark gap, and numerous wire breaks—causing the burn to be less efficient. These poor flushing conditions can come about from uneven workpiece surfaces, interrupted cut paths, spaces between stacked parts, or workholding devices that make it impossible for the nozzles to be close enough to the work surface to seal properly. H.E.A.T. addresses these less than perfect conditions, and allows highly efficient wire EDM’ing of parts without sacrificing accuracy, straightness or surface finish.
On earlier machines, flushing pressure had to be developed and maintained by a good seal between the workpiece and nozzle face, much like putting your thumb over the end of a water hose. By restricting the opening at the end of the water hose, the water is forced through a smaller opening and pressure increases. Similarly, as a flushing nozzle seals on the work surface, water flow is restricted from escaping around the sides of the nozzle and is instead focused through the wire cut path and pressure increases. If a space occurs for any reason in the cut path, pressure will be lost, and burn efficiency will be reduced.
One design requirement of H.E.A.T. was to present a solution for these poor flushing conditions and find a way to maintain flushing pressure without being able to seal the nozzles on the work surface. In other words, pressure needed to be forced through the flushing system, instead of being developed by sealing off the flush nozzles.
The solution to these requirements was to increase the flow from the twin flushing pumps and then restricting that flow with a smaller nozzle opening. To make this happen, the pump parameter software that controls the frequency or output of the flushing pumps was modified to allow a higher volume of water to reach the nozzles. The smaller nozzle opening restricts this increased flow, increases the pressure of the water coming from the pumps, and directs a smaller, higher pressure water jet into the gap to remove debris more efficiently.
This solved one problem, but caused another. With a higher volume of water being forced through the flushing system in a shorter amount of time, it would now be possible for the level of the water reservoir to drop so low that flushing would become erratic and eventually stop. This would cause a very slow and unstable burn, would eventually cause the machine to alarm out, and if the pumps continued to run with no water flowing through them they could be damaged by running “dry”.
A solution had to be developed that did not require increasing the size of the water supply tank. This was resolved by modifications to the plumbing of the flushing system that allow the pumps to operate at the higher flow rates and maintain higher pressure without depleting the water supply.
Adjustments also were made to existing technology libraries in the machine’s software set to make the cutting conditions more aggressive, thus allowing H.E.A.T. to take full advantage of the two pump system.
Along with more aggressive cutting parameters within the software, already proven control and monitoring software—with unmatched part straightness, excellent geometry control and superior wire break prevention/machining speed and flushing controls optimization—were also incorporated in the technology. All of this contributes to H.E.A.T. being able to maintain accuracy, straightness and surface finish in high speed, non-sealed conditions.
Control and Monitoring Software
Outstanding part straightness is achieved via the use of active software control to compensate for changes in the wire caused by erosion and wire lag to reduce or eliminate belly, bow or taper in a part during the initial rough cut. By producing a straighter part during the roughing pass, fewer skim passes are needed, and are used to achieve a better finish, instead of correcting for error (belly or bow) left by the roughing pass.
Excellent geometry control is obtained by technology that automatically adjusts servo speed during the rough and skim passes in order to optimize material removal in corner geometry. This improves corner geometry accuracy by compensating for wire deflection going into and out of corners, and maintains consistent material removal during finishing passes.
Superior wire break prevention/machining speed and flushing controls optimization improves machining performance and efficiency by delivering consistent spark pulses to the cut. This technology monitors and adjusts machining current according to changes in flushing pressure and workpiece material thickness, which produces a more stable machining condition—providing more consistent cutting speed, surface finish and accuracy. In workpieces with sudden changes of thickness, this technology also helps reduce wire breaks at these transition points.
Tested Against Other EDM Technologies
H.E.A.T. has been tested against other major EDM brands. In almost every case, it has been proven to burn at least 15 percent faster, produce part straightness of .0005 inches in one roughing pass and .0002 inches with one rough and one skim, in parts up to 12 inches tall, and provide better surface finishes with fewer skims.
Results have been documented in real life machining applications where H.E.A.T. technology was up to 52 percent faster than other available technologies. This means that not only is a machine equipped with H.E.A.T. capable of decreasing process time and increasing production throughput, but it also will use far less wire than other machines on the market for making the same parts.
Applications and Limitations
H.E.A.T. was developed with specific targets in mind. This technology can be used with commonly available brass or coated EDM wire of .010" and .012" diameter, but H.E.A.T. wire has also been developed, which shows an increase in cutting performance over standard wire using H.E.A.T. of up to 25 percent.
Developed for all standard tool steels, H.E.A.T. also has seen great success in titanium and Inconel applications. Part thick-
ness for successful use of this technology ranges from 1 to 12 inches. As indicated previously, it is best suited for jobs that have uneven surfaces, varying thickness, interrupted cut paths and stacked plate work—any application that will have poor flushing conditions where the nozzles cannot be sealed against the work surface.
For flat plate work—such as precision ground stamping die plates where the flushing nozzles can be sealed—H.E.A.T. will not show any advantage over similar technologies. The advantage of using its settings on flat plate applications is in the setup time for this type of work. By using H.E.A.T. for flat work, less thought can be given to clamping or workholding getting in the way of the upper and/or lower heads in the cut path.
Mold Manufacturing Applications
In moldmaking applications, H.E.A.T. can be used very effectively to cut inserts, core pins and insert pockets that contain contours and changing surface thicknesses.
Also in many mold applications, the parts being machined may have very little material around the details to be cut. These kinds of moldmaking-specific applications may not lend themselves to having both upper and lower nozzles sealed against the part. If even one flushing nozzle is not sealed on the part, the cut will slow down and with standard technologies can over cut or undercut during the EDM process, resulting in rework at best, and scrap parts at worst.
Slides and other mold base compo-nents that may have through holes going across the cut path would also cause poor flushing conditions as the wire breaks through the cross holes. In these areas the water jet will be dispersed by the cross details, and cause a loss of flushing pressure.
In these situations of contours, varying thickness, cross holes, counter bores and the like, high energy applied technology will produce the accuracy, geometry, speed, and surface finish that is required of today’s high quality molds.
With the availability of this newly developed technology the moldmaking industry will realize multiple benefits. First and foremost is the ability to remain competitive and profitable in a global economy. By being able to produce the same parts more quickly, shorter leadtime demands can more easily be met. Since H.E.A.T. dramatically shortens cut time without increasing wire unspooling speeds, mold shops also will see a substantial decrease in operating costs due to lower wire consumption rates. With wire being the most cost consuming item in a wire EDM’s operation, this alone could reduce annual operating costs by thousands of dollars.
Also, because H.E.A.T. incorporates other existing technologies to aid in producing straighter, more accurate parts, less time is spent making adjustments to the machine control. Finally, because jobs run with H.E.A.T. can be produced with finer surface finishes in fewer skim passes, secondary operations such as hand polishing of parts can be reduced or eliminated.
In today’s time-driven, highly competitive moldmaking industry, all of these issues can help your company produce high quality molds, in less time, at lower expense. This is what it takes to remain competitive, or to regain your competitive edge.















Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read MoreRead Next

Machining/EDM Combo Packs a Powerful Punch
This moldmaker’s new machining center and EDM offer versatility with the ability to machine a number of materials and EDM small holes with ease.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More