
High-Speed Collet Toolholder Or Shrink-Fit Tooling
An in-depth look at the benefits of a quality high-speed collet toolholder reveals advantages over shrink-fit tooling for most high-speed applications.


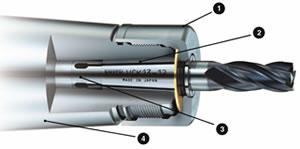
This holder features simple external design without notches for ultra high-speed rotation, 8-degree internal taper, pilot shank on the collet and a thick wall design.

These high-performance holders produce exceptional gripping torque, run-out accuracy and cutting rigidity. They excel in holding endmills during high-speed rotations, especially suitable for finishing on die/mold machining. It is capable of speeds up to 40,000 rpm and has coolant thru capabilities. Photos courtesy of Lyndex-Nikken.
In high-speed applications a second look at toolholder selection can yield machining benefits often not realized at first glance. Deciding between shrink-fit tooling and a high-speed collet toolholder is often the choice in the 20,000+ rpm applications.
These applications are often in first and second tier suppliers involving die/mold applications for automotive parts as well as aerospace manufacturing. Shrink-fit in the recent past was often thought of as the toolholder of choice for high-speed applications requiring accuracy. However, an in-depth look at the many hidden benefits of a quality high-speed collet toolholder reveals many advantages over the shrink-fit tooling for most high-speed applications.



Vibration Dampening
High-Speed Collet System
One of the benefits realized from a high-speed collet system is vibration dampening. There are several characteristics that contribute to the vibration dampening including the collet itself absorbing and isolating vibration.
Also, the density of the material in the body of the collet toolholder being greater than a shrink-fit toolholder accounts for a portion of the vibration dampening. The collet toolholder’s vibration dampening yields many benefits including longer tool life, superior surface finish and less wear on the spindle—thereby increasing its life.
Shrink-Fit Tooling
The vibrations seen in the shrink-fit tooling can lead to fretting on the tool and the toolholder. Other shrink-fit tooling disadvantages include a large investment of money and space for the machine to heat up the toolholders; and, the material needed to be used to expand and contract to accept the tool is not the optimal material to use for a toolholder taper. The problem lies in maintaining the integrity and accuracy of the spindle taper long-term. It is this spindle taper that determines a great deal of the accuracy of the toolholder.
A good high-speed collet toolholder system also offers the same slim and smooth profile that shrink-fit tooling does. These systems also reduce the air current vibrations by utilizing a nut that is ground smooth with no hex flats or slots for wrenches.
Selecting the Right Collet Toolholder
Features to look for in your high-performance, high-speed collet toolholder include a collet with a taper angle of 8 degrees for maximum rigidity and gripping torque. This collet also should have a flat shoulder design for heightened perpendicular force transfer. This eliminates the potential for twisting of the collet that can thereby add inaccuracies as it is tightened.
The use of a TiN bearing against this flat shoulder design assures maximum gripping torque by eliminating any friction. A piloted shank on the collet end which seats into a precision ground I.D. on the toolholder along with an 8 degree angle helps achieve run-out of less than .0001" at 4 x D. This achieves as good, if not better, accuracy than that of shrink-fit.
Other features to look for in your high-performance collet toolholder include one that is balanced for operating at up to 40,000 rpm, allowing it to offer the ultimate in high speed, high accuracy and ultra smooth surface finishes; a thicker wall at the base, short gauge length that allows for greater rigidity and static stiffness; axial adjustment with the use of an adjustment screw and high pressure coolant-thru, no fixtures or couplings to install or remove collets from nuts should be required; a GH handle wrench for two-way lock and unlock for quick installation of tooling; and availability in 30-, 40- 50-tapers and HSK tapers.
Making the Best Choice
Shrink-fit toolholders can have an advantage in very tight, deep-hole pockets where there is no room for a nut to fit in the pocket; however, for most high-speed, high-accuracy applications there is a better solution in a high quality, high-speed collet toolholder.












Related Content

Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read MoreRead Next

Toolholders: An Important Connection between Spindle and Cutting Tool
A review of hydraulic toolholders, toolholders for polygonal clamping and heat-shrinking toolholders makes for an easier selection process.
Read More
Part II: Spindles and Their Relationship to High-Speed Toolholders
Part two of this article instructs how to select a toolholder for high-speed and hard milling applications.
Read More