
Evaporative Cooling Approach To Mold Temperature Control
This new mold temperature control technology allows tool designers to create mold designs engineered to a level previously unattainable.



Schematic diagram of evaporative cooling technology.
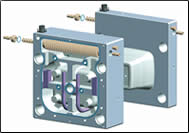
An exploded partial view of a mold that uses this technology.
Development of this new mold temperature control technology was initiated by the challenges presented when trying to achieve good uniform cooling of molds while positioning ejector pins, ribs, cores and inserts according to part requirements. Often, significant time in mold design is dedicated to working out a solution that is almost always a compromise, resulting in “It was the best we could do.” This makes it tougher to be competitive in an already fierce marketplace.



Problem with Conventional Methods
The effectiveness of conventional mold cooling methods is limited mainly by three factors:
- It is often difficult to access all areas of the mold with cooling circuits. This leads to uneven surface temperatures and, since the molding cycle rate is usually governed by the temperature of the hottest areas, efficiency suffers. Uneven mold surface temperatures also are a major cause of quality problems. Even with the best possible layout, significant gradients still occur between the channels of those circuits.
- When multiple circuits are used, equalization of the surface temperatures of the mold is even harder to achieve (even if all areas of the mold are serviced) because of the difficulty of balancing the rates at which each circuit extracts heat.
- The transfer of heat to the coolant water is affected by the low thermal conductivity of water. Also, it is necessary to maintain sufficient coolant velocity through the circuits to create significant turbulence, otherwise efficiency is severely reduced. Conflict results between the need to maximize the surface area of the mold in contact with the coolant and the need to minimize the section size of the circuits for the sake of coolant velocity. Compromise becomes necessary. Efficiency also is lost because heat is exchanged between the incoming coolant and the outgoing coolant. In effect, a mold is a heat exchanger.
Because of the above limitations, it is usually not a very efficient heat exchanger.
A Solution
The first key to this approach to mold temperature control is the ability of water to boil at low temperatures when maintained at very low pressure. (At 10 millibar, the boiling point is less than 50oF). Water absorbs heat at an enormous rate under these conditions and since it is only necessary for water to contact the target surface for this effect to occur, forced flow circuits are not required within a mold plate.
The second key is that each mold plate has a single cooling chamber, shaped to suit the shape of the part, machined directly into its back surface. This structure is combined with techniques for ensuring that all of the surfaces of that chamber are kept wet and for ensuring that adequate mold strength is retained.
The third key is the use of an efficient in-built heat exchanger, which extracts the latent heat of vaporization from the water vapor (i.e., it condenses the water vapor back to liquid). The condensate then flows back to the working area.
Since the cooling system consists of this single chamber, ejector pins can be placed anywhere you wish. All they require is that sleeves and “O” rings be used to isolate them from the chamber. Similarly, screws (e.g., for holding inserts) can be used from anywhere inside the chamber. Mold design and manufacture become comparatively simple processes. Figures 1 and 2 illustrate the main features of the technology.
Evaporative Cooling Approach Benefits
All traditional cooling problems are virtually elimi-nated by this evaporative cool-ing approach. It achieves the desired objectives because:
- Most areas of a mold can be accessed by the coolant, regardless of mold complexity (cores as small as 0.1 inch in thickness can be serviced), so that uniformity of molding surface temperatures is readily achieved. Quality problems associated with differential cooling rates are automatically minimized and the molding cycle time becomes a function of the general mold temperature, not the part shape.
- Multiple circuits are not normally needed, but, if required, they are easy to balance. Heat from the molding is transferred directly to the internal coolant water at the interface. The thermal conductivity of water is not a factor. Heat arriving at the interface is immediately converted to latent heat of vaporization (the water boils). This is an isothermal process (i.e. heat is taken up by the water without increasing its temperature). The capacity of the water to take up heat in this manner is over 500 calories per cc. With conventional methods the water takes up heat at the rate of 1 calorie per cc for each degree of increase in its temperature.
- The only limitations to the uniformity of cooling come from the need to structure the cooling chamber so that mold strength does not become inadequate and from the difficulty of getting coolant into areas of the mold, which are less than 0.1 inch thick. The effect of structural compromises is not significant. There is no magic solution to the problem of tiny cores, but this one comes very close. The use of copper alloy inserts may still be beneficial in some cases.
Since the technology provides efficient, uniform cooling of the mold, the speed of production is limited only by the capability of the molding machine, and the thickness and characteristics of the material being processed.
Another important benefit of the technology is the complete elimination of corrosion. Since air is deliberately ex-cluded from the cooling chambers, it is impossible for corrosion to occur. The resultant savings in maintenance costs can be considerable.
Temperature Control
In order to minimize molding cycle times, it is desirable to keep the temperature of the mold at the lowest possible level. This technology provides an efficient means of achieving that objective.
It is often necessary; however, to operate a mold at elevated temperatures in order to achieve product quality objectives. The conventional method of achieving this is to control the temperature of the water passing through the mold’s water circuits.
An alternative, but inferior method is to restrict the flow of the water through the mold. Slower flow rates result in higher average mold temperatures, but create undesirable temperature gradients along the water flow paths. The level of control achieved is also very poor.
With this evaporative cooling approach, the mold temperature is automatically evened out. Evaporation always occurs preferentially at the hottest point, thereby reducing its temperature to that of its surroundings. (The process is naturally isothermal.) The only control needed for the external coolant is to ensure that it is cold enough.
The mold temperature is controlled effectively by controlling the flow of the external coolant through the heat exchanger. A sensor is used to monitor the temperature of the internal coolant and, by operating a solenoid valve, interrupts the flow of external coolant whenever the temperature falls below a preset value and restores it whenever it rises above a preset value. The temperature of the external coolant at the outlet side may vary considerably as a result, but the internal coolant temperature (and therefore the temperature of the molding surfaces) is under tight control.
It is sometimes beneficial to preheat a mold so that production can start with the mold already at its operating temperature. The technology accomplishes this by providing for the fitment of a cartridge heating element near the mold’s lower edge. A circulation channel adjacent to the element causes the internal coolant to transfer the heat from the element to the working area of the mold. (When the water boils, it percolates through the low pressure zone, the vapor condenses and water flows back.) The controller is programmed to activate the heating element whenever the mold temperature is more than 9oF below the preset value.
Another advantage realized by the technology is a significant reduction in problems caused by condensation when using refrigerated water in a humid environment. Since the external coolant is circulated only through the inside of the heat exchanger, it is isolated from the rest of the mold. The operating surfaces of the mold are affected only by the internal coolant so they normally won’t run cold enough for condensation to occur even if an external coolant temperature of, say, 5oF is used. Cooling energy is not wasted on surfaces that don’t need to be cooled.
Ease of Maintenance
The only area that may be susceptible to corrosion and sludge accumulation is the core of the heat exchanger and the inside surface of the heat exchanger body. This core can be removed for cleaning and drying by simply unscrewing it from the mold. The inside surface of the heat exchanger body is also then accessible for servicing.
There is no need to disturb the mold’s cooling chambers. The heat exchanger core is designed to provide a high level of turbulence in the flow of the external coolant. The scouring action of that turbulence discourages sludge from accumulating.
The core and body can be made from corrosion resistant materials, which are good conductors of heat, brass being the preferred material. Molds that have now been in service for more than four years show no sign of corrosion problems. In the unlikely event that corrosion in the heat exchanger does reach unacceptable levels, it is inexpensive and easy to replace.
Summary
This evaporative cooling approach to mold temperature control provides an excellent general solution to the problem of achieving uniform mold temperature and precise control. It enables the tool designer to create mold designs that are engineered to a level that he previously could not contemplate. The molder can have much greater confidence in his accuracy when estimating the cost of new products and he can expect to achieve significant improvements in the quality and efficiency of his production processes.
Worldwide patents for this technology are pending (P.C.T. Application Nos. PCT/AU/00448 and PCT/AU/01160). A licensing system has been established.















Related Content

Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

Machining Trends for Drilling Coolant Channels in Mold Bases
How to reduce the costs and leadtimes associated with mold base manufacture by using multi-functional machines.
Read More
How Tool Design Changes with the I.C.E. Process
Mold design will change as incremental cavity ejection is used in the molding process—which includes draft angles, finishes, undercuts, stresses, cycle time and quality.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More