
Efficient Maintenance Requires a Calculated Plan
Advancing from a mold repair culture to a mold maintenance culture can only be fully supported with a companywide understanding of what the real costs are and what the real potential savings can be.

Chris Gedwed, General Manager of Cosmetic Specialties International, reviews ToolingDocs’ eight stages of systemized mold repair and troubleshooting flowchart with his team.
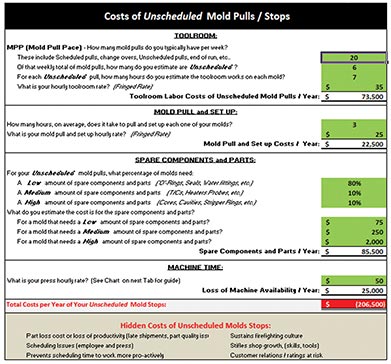
A unique Unscheduled Mold Pull Calculator that takes critical data about a company’s mold pulls and instantly computes what those unscheduled mold pulls are costing on an annual basis.



Ask a manager at an injection molding facility to self grade their mold maintenance department. Is it an A (a highly systemized, highly organized, highly standardized data-driven shop) or is it an F where a firefighting culture is the norm?
More often than not, the self grade would be a D or F, versus an A or B. Follow up that question by asking what that less-than-optimal maintenance environment costs the company each year, and it becomes clear that it’s not thoroughly quantified. While managers may often have walking around numbers in mind (for example, cavitation percentage targets, financial targets), when it comes to what the lack of a proper maintenance system is costing a company, it hasn’t been calculable.
We at mold maintenance training provider ToolingDocs sought to put a number on this cost in order to help the financial minded people within a molding company to justify developing advanced mold maintenance practices, or not.
Most companies have turned over a lot of rocks to look for savings within their companies, but when it comes to mold maintenance, it’s this huge unknown. Most record keeping is either handwritten or electronic journal entries, where putting a cost on metrics such as defects, corrective actions and unscheduled stops is difficult.
To answer this challenge, a unique calculator was developed that enables companies to benchmark what it costs them and, as a result, justify the need to improve their systems.
Making real advances towards a proactive culture requires the ability to show issues and solutions as dollars and cents, otherwise most arguments for improvement fall on deaf ears.
Glenn Keith, Machine Shop Manager for Whirley-DrinkWorks says, “Mold maintenance is often seen as a necessary evil. The finance people may only see the bills from spare parts, labor and overtime, but together we haven’t been able to articulate cost justifications of additional equipment, manpower and training. Despite being as close to it as I am in this company, I’d be hard pressed to put detailed numbers on the actual cost of not having proper systems in place so that I could then put in a request for more resources.”
By filling out the calculator with actual data from one’s plant, one couldn’t dispute the conclusions.
Randy Winton, ToolingDocs’ Global Assessment Manager, has gone through the questions addressed in the calculator with customers who are plant and tooling managers. “No one who has input their data in the calculator has disputed the dollar amounts that have resulted,” he says. “In fact, they’ve expressed great interest in the calculations—some of which have exceeded a million dollars annually in costs that, having now been identified, can be targeted for reduction. It’s a very useful tool that lets a molder understand the broader scope of how much unscheduled mold stops are costing them annually.”
Once a number is known, where does one go from there? Is it an overwhelming endeavor to bring that number down? With the overall opportunity that a molder can now calculate, what is the best way to attack the issues?
Look for low-lying fruit. Start tracking unscheduled mold stops, and develop a plan from there.
“The first thing we did was get some training, and being a tool room manager I wanted to hear a fresh perspective on a documentation system, optimized shop floor layouts, and what we might be able to do as a kind of quick kill and not be left with some huge initiative that might be daunting to execute,” states Chris Gedwed, who is General Manager of Operations at Cosmetic Specialties International.
He continues: “We coupled our MRP system with using a maintenance tracking system for logging in our mold data. That allowed us at any given moment to identify the top five reasons for unscheduled mold stops, as well as the top five problem child molds. With that known, we were able to do several things. First, we could use the information for stoppages as part of our company-wide continuous improvement system and put the visibility up there across all departments that we were going to lead reducing these costs for mold stoppages and involve other departments as necessary. That allows us, as a company, to all be rowing in the same direction to address and eliminate repeated downtime for repeated reasons.”
Then, by identifying the top five problem child molds, CSI was able to target those molds for a more thorough condition assessment when they came out and let every repair technician in the shop know that these molds needed more than just a cursory PM.
“Rather than just doing the bare minimum to get the mold back in the press, only to see it come back again sooner that it should,” says Chris, “we took the time and put a few dollars into the mold because we were able to justify not having further cavity shutoffs or mold stoppages ahead.”
“It’s the ‘pay me now or pay me later’ scenario,” says Keith. “Many times there are pennies-on-the-dollar opportunities for a mold to get up to performing how it was originally intended to. We’ve seen it where, more than just disassemble, clean and assemble, we’ve sent out a mold frame for cleaning and nickel plating, completely rebuilt cavity inserts that have been frequent flash points, and replaced some originally made lifter components with more reliable, standardized tooling. Many times it’s better to bite the bullet and reinvest in the tool and change the cost course that it’s on.” But the actual maintenance and mold performance costs need to be justified to get this done.
“When you can look at the money going into the corrective actions and lost production you then become truly data-driven,” states Gedwed. “So by using the data to make decisions, you start to fix things and become less reactive. The end result is that you save money and feel confident knowing that the problem won’t repeat.”
Furthermore, it’s not just the cost of maintenance and spare parts replacement. Other ramifications can result like late shipments and quality issues in the field that can threaten relationships and confidence with customers.
I’d wager that UPS and Fed-Ex would be able to calculate accurately what it would cost them if their fleet of trucks were on the side of the road with their hoods up. Similarly, we have to calculate accurately the cost of maintaining our fleet of tools in order to make profitable decisions.
In a perfect world there would be no such thing as mold repair—only proactive maintenance. Molds would run and be maintained in such a way as to never break down or make bad production while maximizing tooling life. However, in the real world, advancing from a mold repair culture to a mold maintenance culture can only be fully supported by beginning with a companywide understanding and agreement on what the real costs are and what the real potential savings can be—and then setting one’s course for that target.
Being Data-Driven Takes More than Data Collection
A mold repair technician’s job has always been to make molds run—any how, any way… just make it run. Intangibles such as bench technique and methodology, maintenance efficiency, accountability or continuous improvement have never been much of a factor in assessing the performance of a mold repair shop or an individual’s skill level. Performance was based on missed or late production schedules … period. However, today any company seeking to sharpen its competitive edge realizes that keeping molds production ready and reliable is much more dependent upon proactive maintenance measures than reactive habits.
It works like this: The cost of maintenance and repair is typically contained in two buckets of money: one for labor and one for tooling. The details in these two buckets need to be broken down and measured in order to make more accurate and profitable decisions. But the details are unstandardized journal type entries or maintenance stories that can’t be easily measured.
To implement an accurate, efficient repair and to optimize downtime hours, repair technicians must have access to data to quickly be familiarized with the mechanical and performance characteristics of every mold on which they work. Repair technicians should not be expected to pull from memory the data relating to specific issues of maintaining and troubleshooting a stable of expensive molds.
Repair technicians operate on, and maintain the heart of, a plastics manufacturing company. They see, feel and decipher every type of tooling fit (too loose, tight or just right?), track marks, discoloration, wear and hob—looking for answers to immediate and future issues. To do the job effectively, they need to know not only about the smallest of details—such as minuscule tolerances and stack dimensions—but also the predominant, long-term issues molds suffer as a result of design or build features that cause problems during mold operation or maintenance activities.
To make continuous improvements in a mold repair facility, we must be able to measure specific metrics to set targets and goals for molds and personnel. The only substitute for a data-driven approach to mold repair is money… lots of it.
In today’s economy, it is becoming more and more commonplace for the customer to ask such questions of their mold vendors simply because they want to know exactly what is going on with their half-million dollar mold. So if you don’t supply this data for your repair technicians, you might have to for your customers.
Listed below are 10 questions that will demonstrate the current level of data utilization that exists in your company that is readily available for a repair technician, supervisor, manager or engineer to use on a daily basis. If you cannot answer the first three, you needn’t continue on because the questions continue to drill deeper into your mold knowledge database. Be aware that if it is necessary to dig through files of records to manually count occurrences and gather data, then the information in the system is not considered readily available.
Performance and Maintenance Data (broken down by chosen timeframe)
1. What are your Top Ten UNSCHEDULED MOLD STOP REASONS? (unscheduled downtime)
2. What are your Top Ten PART or PRODUCT defects? (loss of production/mold cavitation)
3. What are your Top Ten MOLD FRAME issues? (issues with the mold – not the part)
4. What are your Top Ten molds with the HIGHEST MAINTENANCE COSTS PER HOUR? (tooling and labor used per hour or cycles of run time)
5. What is your “on time” PM percentage based on your own company/shop goals?
6. What are your Top Ten worst performing molds based on CAVITATION? (number of cavities blocked)
7. What are your Top Ten worst performing molds based on CYCLE TIME EFFICIENCY? (standard vs. actual)
8. What are your top 10 molds with the HIGHEST OVERALL DEFECT COUNTS?
9. What are your top 10 molds with the HIGHEST OVERALL TOOLING USAGE?
10. What are your top 10 molds with the HIGHEST OVERALL LABOR REQUIREMENTS?
Most shops, as a minimum, can quickly gather data concerning monies spent on tooling and labor. But this is only a very small part of the picture. If you want your molds to run reliably, producing the highest quality parts with the least amount of unscheduled downtime possible, then you must take the typical data that most shops collect and input it into a system that will present it back to you in a format that will allow complete utilization of it. It just does not make sense, nor is it cost effective, to spend time collecting data that you cannot use, is vague or inaccurate. So if you spend time collecting data, why not use it?
















Related Content

Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
MMT Chats: Marketing’s Impact on Mold Manufacturing
Kelly Kasner, Director of Sales and Marketing for Michiana Global Mold (MGM) talks about the benefits her marketing and advertising, MGM’s China partnership and the next-generation skills gap. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
MMT Chats: Acquisition Trends and Lessons for Mold Builders
Jim Berklas is a former full-time M&A lawyer for several of the largest private equity firms in the country and has 25 years of M&A experience and 200 closed transaction. Today, he is founder and M&A Leader with Augmented Industry Services. He joins me for this MMT Chat on mergers and acquisitions trends and strategies within in the mold manufacturing industry. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read MoreRead Next

Five Principles that Drive Mold Maintenance Efficiency
Individuals from companies that have embraced systemized mold maintenance share their stories.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More