
Cleaning Intricate Molds
A look at non-destructive cleaning processes for complex molds that require the removal of tenacious surface contamination to ensure surface quality and longevity of precision mold and molded part surfaces.
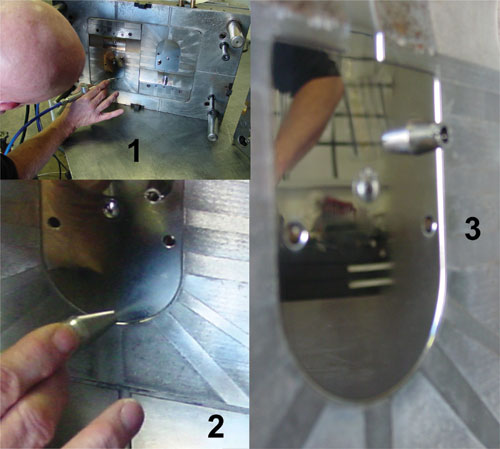
The application of the CO2 composite spray jet is straightforward. The operator is using a Coanda spray applicator with coarse particles generated and delivered coaxially with hot CDA; and, built-up oily and particle residue on the polished mold surface is selectively removed with a simple zig-zag motion.

PMMA parts are loaded into a basket and processed in a centrifugal cleaning system.
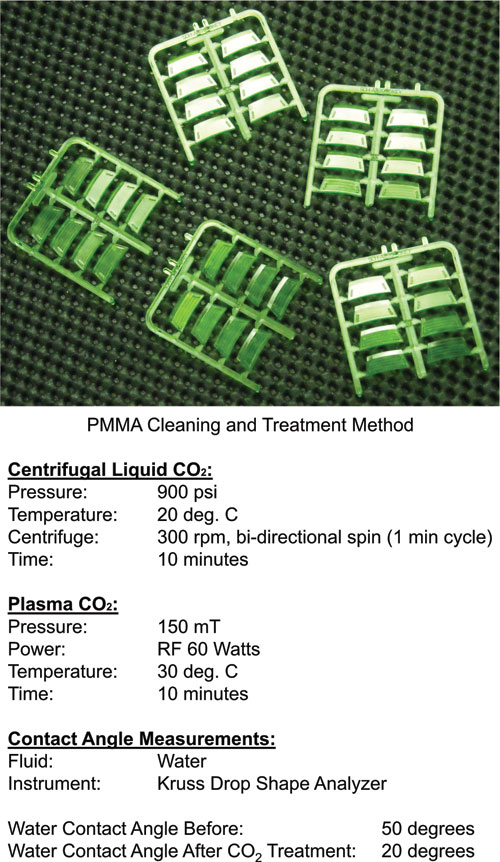
Water drop contact angle measurements are used to confirm both the cleanliness and wettability of the processed PMMA substrates.



Cleaning is an important albeit unglamorous endeavor in high technology or high reliability tool and product manufacturing. This is the case for both moldmaking (i.e., cleaning following machining) and molding (i.e., cleaning following molding) operations. Safely and effectively producing and cleaning precision or complex molds presents challenges due to a number of factors—such as the need for critical feature dimensional control tolerances and small surface geometries.
For the purpose of this article, a complex mold is defined as having multifaceted or miniaturized surface features or geometries with very tight dimensional tolerances and surface finishes required to produce precision small parts or miniature polymeric or plastic parts having high value, high reliability or high performance expectations.



Complex molds require robust but non-destructive cleaning processes to remove tenacious surface contamination to ensure surface quality and longevity of precision mold surfaces, as well precision molded part surfaces. The manufacturing trend toward the production of smaller, more complex parts (microparts) requires more capable cleaning technology that can decontaminate miniature and complex features to produce clean product without damage.
Examples of microparts include filtration devices, microfluidic devices, complex housings, sensors, electronics, optics, lead arrays, lead frames, mechanical parts and optics, among many other examples. Microparts can be found in cell phones, telecommunications, microelectronics, surgical tools, hearing aids, medical devices, antennas, connectors and more.
The need for smaller and multifaceted molded parts is increasing as devices continue to shrink in size. This introduces constraints with regards to manufacturability, cleanability and maintainability. Newer and more capable CO2 precision cleaning and treatment technology can address some of these challenges.
A Look Back on CO2
For the past 35 years, CO2 technology has been used in many high technology, high reliability and high capacity manufacturing operations. Industries and applications have included aerospace hardware, hard disk drives, medical devices, microelectronic and optoelectronic components, etc. CO2 cleaning technology is used to remove particles, ionic contamination and organic residues from complex components and assemblies to improve performance and reliability of the systems within which they are employed. This technology is also used to safely clean precision manufacturing tools and equipment with which these components and assemblies are fabricated.
One of the earliest CO2 cleaning technologies is CO2 pellet blasting, developed in the 1940s. Since that time, CO2 pellet and shave ice blasting techniques have found widespread use in general industrial equipment and tool cleaning applications.
At Hughes Aircraft in the early 1980s, CO2 precision cleaning processes were developed to address the critical cleaning needs (small particles, low level NVR, ionic contamination, outgas phenomenon) for precision parts used in ground-, airborne- and space-based systems. Liquid- and supercritical carbon dioxide (CO2)-based processes were developed to clean flight hardware to meet stringent Military and NASA cleaning standards. Components included laser benches, scrim, optics, silicone-jacketed power cables, vibration dampeners, connectors, seals and electrical insulators.
CO2 Today
CO2 precision cleaning technology development and commercialization continued through the 1990s. Today, liquid, solid, supercritical and plasma CO2 cleaning processes have been developed and commercialized for cleaning and preparing many types of assembly tools and manufactured parts for operations such as molding, bonding, coating and precision assembly.
CO2 precision cleaning technology has been employed in high reliability and high-volume manufacturing applications to mitigate contamination-yield problems. CO2 precision cleaning has proven itself to provide a spectrum of general and precision cleaning capabilities, ranging from general degreasing heavily contaminated machined parts to removing a few submicron particles from an optical surface and from defluxing printed circuit boards to plasma etching and functionalizing molded plastic parts.
Precision Cleaning Applications and Processes
Advanced CO2 precision cleaning technology can address multiple emerging microcontamination and critical cleaning issues associated with complex molds, mold operation and molded polymeric parts. CO2 cleaning technologies and application examples include:
• Centrifugal CO2 for degreasing and scouring precision machined complex molds and precision cleaning molded parts, including molded silicones.
• CO2 Composite Sprays for selective and non-abrasive decontamination of complex molds on-line or off-line to remove mold release and other surface residues or for selective molded part surface cleaning prior to gluing.
• CO2 Plasma for molded part surface activation for removal of tenacious mold contaminants and for improving coating and plating adhesion. Can be used to clean mold surfaces too.
• Supercritical CO2 for cleaning (extracting) to remove post-molding contaminants from microporous plastics, ceramics and metal parts.
CO2 precision cleaning processes range from simple to robust. For example, microscopic particles or crystals of CO2 and clean dry air (CDA) are used in the form of near-sonic fluid jets to selectively remove silicone mold release and other tenacious residues from precision polished surfaces of the injection molds without damage. Cleaning results using this simple technique are comparable to using diamond-laden polishing and cleaning pastes. These CO2 composite sprays can be used to provide cleaning and cooling action during mold machining and post-mold finishing of molded parts as well.
Hybrid treatments comprising a combination of CO2 techniques provide very robust treatment capability that significantly increases cleaning capability and speed. For example, liquid and plasma CO2 can be used in combination to simultaneously remove silicone release agents and activate the surfaces of injection molded polymethylmethacrylate (PMMA) prior to plating processes.
From Mold to Molded Part
Advanced CO2 technology can be used to address cleaning (and machining) challenges for moldmaking, molding and molded parts production operations in several ways, including:
1. Precision cleaning molds following machining as part of a mold production operation.
2. Precision cleaning operating molds (on-line or off-line) as part of a mold maintenance program.
3. Precision cleaning (and treating) molded parts following molding as part of a value-add manufacturing operation.
4. Providing cooling (and lubricating) during precision machining of complex molds or molded parts.
Mold Surface and Molded Part Contamination
Moldmakers and molders face a number of contamination issues during mold production and mold operation, as well as the surfaces of molded parts produced. During the fabrication process, a material such as steel or aluminum is machined with cutting tools and coolants to transform it into a completed mold. Several iterations of rough and finish machining take place, depending upon the complexity of the final mold, with cleaning steps between to remove oily residues and particles. Machining contamination must be removed precisely to perform proper gaging during fabrication, and ultimately to prepare the mold for final processing steps such as polishing and plating. Once the mold is complete and in operation, the need for cleaning continues as a periodic maintenance function to remove process contamination build-up.
Mold contamination build-up during operation is caused by small amounts of plastic additives crystallizing onto mold surfaces. Polymers or thermoplastics used in commercial injection molding operations are complex, application-specific, and contain a veritable chemical zoo of chemical and physical additives.
Thermoplastics contain performance additives such as stabilizers, modifiers and fillers that provide physical or structural enhancements, improved release, fire suppression, anti-oxidation, and value-add functionalities such as antistatic and antimicrobial properties, and color. Example additive chemistries include phenolic antioxidants, organophosphites, phthalate esters, colloidal silver, titanium dioxide, carbon black, and other organic, inorganic and ionic chemistries.
Under the thermal and pressure stress of injection, portions of these beneficial additives crystallize and deposit onto the surfaces of the molds or molded plastic parts. Surface contamination can be a mix of organic and inorganic matter and appear to be a greasy, oily or yellowish waxy films containing whitish particulate matter.
Moreover, external release agents may also be applied to the mold cavity itself. External release agents may include silicones, PTFE (Teflon) or vegetable oil esters, etc. and tend to be non-polar substances that possess high boiling points and very low surface energies. These properties allow them to spread evenly and stick to the hot and high surface energy (and polar) metal surfaces of the mold cavity. Over time, small amounts of external release agents are transferred onto low energy surfaces of molded plastics. External mold release agents may also intermix with the additives crystallized from the thermoplastics, all of which can be deposited onto or even bonded to the mold surfaces and molded plastic surfaces. This results in physical or cosmetic defects.
Surface contamination such as this is undesirable with respect to the quality of the molding operation and post-mold processing of the plastic parts—for example plating, painting, adhesive bonding, coating or precision assembly operations. This requires periodic cleaning of the mold cavity to remove build-up of crystallized additives and residual release agent, and precision cleaning and treatment of the molded plastic surfaces. However, low surface energies and high boiling points of crystallized additives and release agents make them difficult to remove without an effective cleaning chemistry. Furthermore, mold operating pressures and temperatures can bind the contaminants to the mold surfaces and the parts themselves, necessitating the need for significant mechanical cleaning action as well.
Meeting the Cleaning Challenge
CO2 precision cleaning technology offers many cost reduction and performance enhancement opportunities for moldmakers and molders alike. Complex molds can be safely and effectively cleaned with this technology during fabrication to remove oils following machining processes and during operation to maintain the surface cleanliness.
CO2 precision cleaning technology can be used to process molded parts during value-add manufacturing to perform additional processing to prepare surfaces for precision assembly operations. For example, CO2 precision cleaning technology is being used to clean molded silicone cabling to eliminate outgassing in clean environments. It is also being used to clean many types of molded thermoplastics such as polyamide, polyethylene, fluorinated plastics and polymethylmethacrylate. Following are a couple of example applications.
Cleaning Optical Molds
Precision polished optical mold surfaces are cleaned precisely and safely using CO2 composite sprays. A CO2 composite spray exhibits high density and halogenated solvent-like chemistry, which provides both a physical scouring and chemical cleaning action for contaminated mold surfaces.
This spray can be adjusted in several dimensions—with key process variables including pressure, temperature, CO2 particle size (fine to coarse particles) and concentration—to provide a range of surface scouring and cleaning effects. Different from pellet, shaved ice blasting and conventional “CO2 snow” cleaning, these sprays comprise variable compositions of microscopic particles (and optional additives) in a supersonic and heated air stream.
Surfaces remain very dry throughout the cleaning process and spray cleaning energy is controllable. Lean discrete CO2 particle impacts are very energetic, favoring phase change from solid to liquid. As such, CO2 composite sprays mimic high pressure solvent sprays using fluorinated solvents. Commercial systems using this technology include manual, mobile and robotic variations.
The application of the CO2 composite spray jet is straightforward. Only a few minutes of instruction is needed to master this spray cleaning technique.
The operator using an Coanda spray applicator with coarse particles generated and delivered coaxially with hot CDA. Built-up oily and particle residue on the polished mold surface is selectively removed with a simple zig-zag motion. A foot- or fingerswitch is used to energize the spray operation.
The mirror finish of the mold cavity. The left side has been CO2 cleaned without contact. The right hand portion is still covered by the film of mold contaminants. Other highly polished mold inserts also can be cleaned with CO2 spray. A comparison under a microscope shows no difference between CO2 cleaning and micro-polishing with a diamond paste.
Cleaning and Activating PMMA
Injection molded polymethylmethacrylate (PMMA) keypads contaminated with silicone mold release are cleaned and treated (activated) to prepare them for plating using a novel hybrid cleaning process combining liquid CO2 and plasma CO2.
Liquid CO2 is a non-toxic solvent that dissolves many types of organic films and oils, and is particularly effective for dissolving and removing low energy substances such as silicone mold release. Near-zero surface tension and low viscosity allows liquid CO2 to penetrate into microscopic pores and crevices, delivering solvent cleaning power deep into the surfaces.
Centrifugal CO2 cleaning processes can employ either liquid or supercritical CO2. In this application, a patented centrifugal liquid CO2 immersion-extraction and plasma cleaning process is used to first prewash the PMMA substrates to dissolve and remove residual silicone mold release agent and particles from the surfaces of the molded PMMA parts. PMMA parts are loaded into a basket and processed in a centrifugal cleaning system.
The chamber door is closed and the process chamber is filled with liquid CO2, during which the PMMA parts are centrifuged bi-directionally at approximately 300 rpm (adjustable). The centrifugal prewash cycle requires approximately 10 minutes to complete and includes one wash and one rinse cycle. Integrated CO2 distillation recycles nearly 100 percent of the CO2 washing and rinsing solvent while separating and concentrating the contamination (silicone mold release) removed from the PMMA parts.
Upon completion of the prewash cycle, the (CO2) vapor pressure in the process chamber is reduced to approximately 300 mT (vacuum conditions) whereupon RF energy is applied to the chamber to create a soft low energy and low-pressure CO2 treatment plasma.
The PMMA parts continue to rotate within the process chamber at approximately 25 rpm for 10 minutes during the plasma surface treatment cycle. Upon completion of the plasma surface treatment cycle, the process chamber is backfilled to ambient pressure with CDA. Clean and treated parts are removed from the chamber and transported to the plating line for processing. Water drop contact angle measurements are used to confirm both the cleanliness and wettability of the processed PMMA substrates.
The hybrid CO2 liquid-plasma process is very unique. It uses safe, dry and combinational chemical and physical cleaning and scouring actions derived from the same CO2 chemistry. Regarding the PMMA application, the entire process is performed in a single chamber and eliminates the need for multi-step, conventional, wet processes.
Summary
CO2 precision cleaning technology offers moldmakers, molders and value-add molded part manufacturers unique precision cleaning and surface treatment capabilities. Several CO2 cleaning and treatment options are available including CO2 composite sprays, centrifugal immersion cleaning and atmospheric plasma treatment. These can decrease maintenance burden without damage to tooling and can be used by themselves, in hybrid combinations and/or used in cooperation with other conventional maintenance solutions. In addition, CO2 technology can be used to produce cleaner small form-factor and complex polymeric or plastic parts to improve cleanliness and adhesion for assembly processes such as clean assembly, plating, bonding and coating.
Contributor:
David Jackson is President of CleanLogix LLC. Over the past 28 years, he has spearheaded the development and commercialization of more than a dozen products utilizing recycled CO2 for cleaning, machining and thermal control applications. He is a member of IDEMA, ASM, SME, SAMPE and IMAPS organizations. He holds a bachelor’s degree in chemistry and has been issued more than 30 patents worldwide.
For More Information:
CleanLogix LLC
david.jackson@cleanlogix.com
cleanlogix.com















Related Content

Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

Streamline Your Mold Cleaning Process
Ultrasonics can help your shop reduce labor costs and product waste while boosting efficiency and product quality.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More