
Cleaning in a Flash
Self-cleaning technology uses controlled flash to make mold maintenance faster, easier and safer.
Vents are a collection point for condensing residue from outgoing air. Common cleaning methods can be labor-intensive, expensive and risky. A new option is a self-cleaning mold technology that uses controlled flash in the vents where dust and debris collect. Images courtesy of Husky Injection Molding Systems.

A system running self-cleaning mold technology does not entirely eliminate the need for traditional mold cleaning, but it does represent an evolution in cleaning technology.

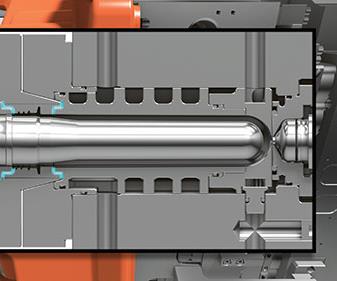
Self-cleaning is targeted in the neck ring area of the PET preform, as shown here. Periodic automated cleaning of this main area of residue accumulation in the mold cavity will help to delay more time-consuming manual cleaning.



Molds have to be cleaned. There’s no way to avoid it. But what if the mold could clean itself, eliminating the negative impact of manual maintenance on productivity?
Vents are the primary means for air to escape the mold cavity during filling. Any gases or vapors created from the resin in the cavity during the injection process will also exit through these vents. As gas exits through the vents, the vents become a collection point for dust and debris. While this effect may be immeasurable after one cycle, the residue accumulates after tens of thousands of cycles. Many variables contribute to this rate of adhesion, including resin type, additives, fillers, resin temperature, part geometries and neck finishes.



Commonly practiced mold-cleaning methods, although extremely effective when done correctly, can be labor-intensive, time-consuming, expensive and risky to the tool. Compounding the problem is the increasing speed of injection molding systems. As cycle times decrease, molds naturally require maintenance more often. As a result, the benefit of increased productivity must be weighed against a significant rise in cycle-based maintenance activities.
One solution to help make the mold-cleaning process faster, easier and safer is a self-cleaning mold technology that uses controlled flash of the tool into the vents where dust and debris collect. This technology currently is only available for polyethylene terephthalate (PET or PETE) preform mold applications in beverage packaging. However, conceptually, it could be applied to a variety of mold types, bearing in mind that it would be more challenging for use with some molds than others.
Automated Cleaning
When the self-cleaning cycle is initiated, actuators in the mold position it for cleaning with precisely controlled gaps to ensure that flash does not travel beyond the target area. During the cycle, the vents are filled by overflow of PET from the preform, called PET flash, which then sticks to residue in the vents. The flashed preforms, complete with the residue, are then ejected, leaving cleaned vents behind.
Self-cleaning is targeted in the neck ring area of the PET preform, the main area of residue accumulation in the mold cavity, and it enables a consistent and proactive cleaning of this target area before it becomes excessively blocked or clogged by the residue. With periodic cleaning of this target area, manufacturers can postpone more time-consuming manual cleaning. However, because it does not reach all areas of the mold in which residue can accumulate over time, self-cleaning does not entirely eliminate the need for some manual cleaning. It should still be scheduled as needed. Machine operators should determine when to initiate a self-cleaning cycle, often based on scheduled mold maintenance or post-production part inspection. Automating the self-cleaning process is certainly a possibility for the future, however.
A maintenance plan that combines self-cleaning technology with greaseless wear components can save as many as 400 hours of downtime per year and boost productivity by 5 percent. It can allow users to skip some of the traditional maintenance interruptions of four to six hours and replace them with self-cleaning in a single extended cycle of the machine. One self-cleaning cycle lasts on average between 10 to 15 seconds, depending on machine configuration, application and cycle time.
The automated self-cleaning process can be activated by the touch of a button on a human-machine interface screen and eliminates the need for the operator to enter the machine. It can also be performed as often as needed. With virtually no time penalty on production, self-cleaning helps to overcome the contradiction between cycle time and mold maintenance, and aids in increasing productivity by significantly extending manual-cleaning intervals.
Self-cleaning mold technology is already being embraced by some manufacturers. One established preform manufacturer, for example, used to manually clean vents with dry ice every 50,000 cycles to prevent defects such as top-sealing surface shorts, flow lines on the thread finish or shorts in the leading thread from appearing in the parts. As a 24/7 continuous operation, this company is sensitive to downtime, and this manual method made it difficult to keep up with required maintenance activities. The shop looked into the development of costly equipment to automate the dry ice cleaning process, but it abandoned this idea after discovering and implementing self-cleaning mold technology. Self-cleaning helped this manufacturer reach 570,000 cycles without requiring dry ice cleaning. The estimated savings in maintenance time is more than 320 hours per year.
A Cleaning Evolution
While self-cleaning does not completely eliminate the need for traditional mold cleaning methods, it represents a significant evolution that offers manufacturers increased flexibility in their operations. Not only does it streamline the mold cleaning process, but it frees up skilled technicians to perform other essential tasks on the shop floor. And while there will always be a need for methods such as hand-cleaning and dry ice cleaning, self-cleaning addresses many of the common issues associated with these methods, minimizing labor and downtime, as well as reducing risk of damage to the mold and making the cleaning process safer.












Related Content

How to Maintain Heaters, Thermocouples, Valve Gates and Controls
An examination of real-world problems and solutions involving hot runner system maintenance.
Read More
Portable Low-Heat, Non-Arcing Resistance Welder for Mold Repair
Rocklin’s user-friendly MoldMender Micro Welder delivers simple and cost-effective localized repair in-house with precision and versatility, enhancing mold and die durability and reducing disassembly and downtime.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

Making Maintenance and Repair Work
The right technology, the right people and the right approach are essential to improving the way you maintain and repair molds.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More