Software Consolidation Advantages Identified in an Eco-Friendly Milk Dispenser Job
Software aided MNB Moulds when it manufactured tooling for a number of the milk dispenser components including a two-cavity tool for the handle, a two-cavity tool for the lid, a four-cavity tool for the spout spike and an eight-cavity tool for the clamping mechanism for this project.
CAD/CAM from Vero Software is used for design and manufacture.

JUGIT milk dispenser
2-D plate machining automated using Compass Technology.
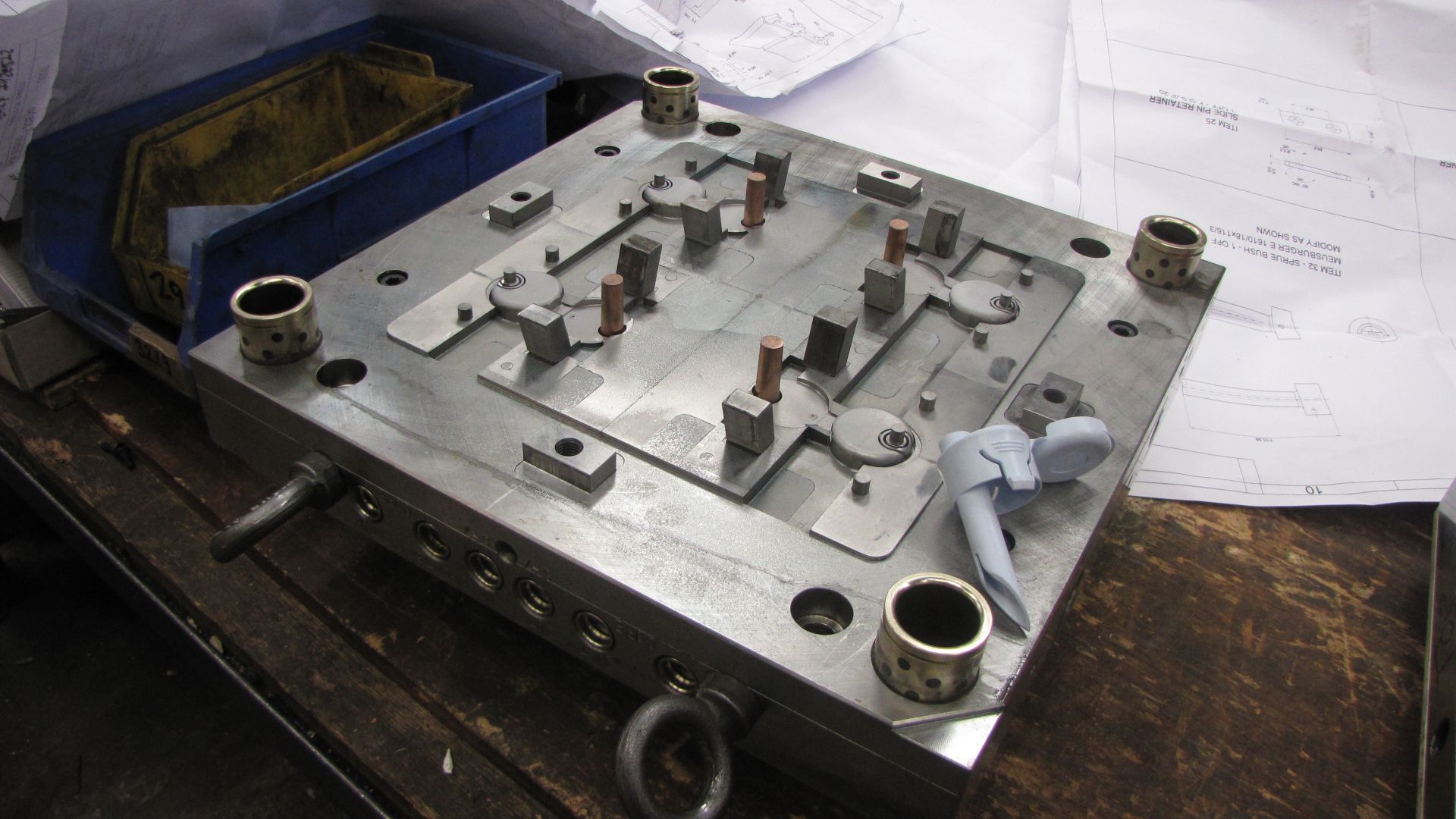
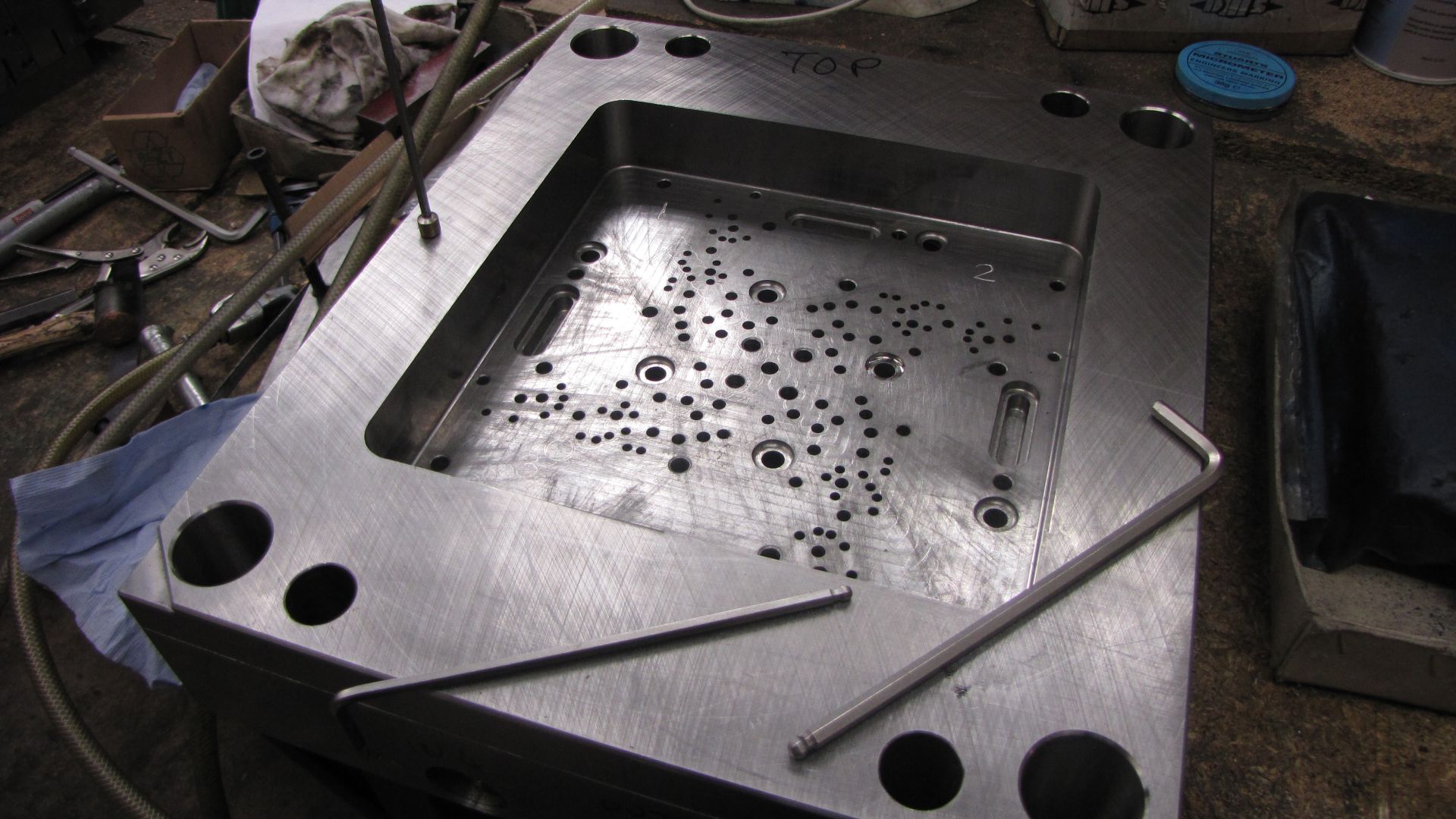
Four-cavity spike tool for JUGIT milk dispenser.



Based in the West Midlands, MNB Moulds is a toolmaker that specializes in multi-cavity, highly accurate, hardened steel tools primarily for the automotive, medical and electrical markets. Originally established in 1974, MNB produces 50 to 70 molds per year with prestige customers that include Eaton Corporation, Honeywell, MK Electric Co and Cable Management Group.
Frank Ryan, Managing Director and owner since 2000 and has always invested in the latest machinery and CAD/CAM technology and have been using the VISI product suite from Vero Software since 2002. Detailing how the software is being used, Frank explains "We have been using the software extensively for 3-D tool design and complex machining. However, when machining bolster plates, 2-D design information was being passed to the CNC machines for MDI input. This process was labour intensive and open to manual operator error.
"I have visited a number of toolrooms across Europe, especially Germany where my eyes were opened to what is possible through the use of specialized technology. My goal was to make the company more productive, so we invited Vero to study our manufacturing processes to see how they could help.”
After a number of internal reviews to better understand the process bottlenecks, operator skill levels etc, a plan was put in place to reassess the tooling requirements, fully train the operators on the latest software developments and move towards fully automated 2-D machining through the use of Vero's Compass Technology.
“We have had tremendous success with improving our quality and efficiency over the years with a particularly significant step in productivity in the last 12 months. This is in large part down to the investment we have made in automating our 2- machining and standardizing on an integrated CAD/CAM solution".
Frank Ryan continues, "We were already a happy Vero customer but recognized that some of our manufacturing processes could be improved to maximize our productivity. Not only did we implement additional software, we also moved onto a network license to provide extra flexibility within the toolroom. Now everyone has access to the data. The designers and machinists together can now develop a clear plan as to how the tooling would best be manufactured. This includes incorporating multiple inserts into one block that can be rough milled, hardened, ground and wire cut into individual parts—unattended."
The advantages of the software consolidation can be easily identified in a recent project for an environmentally-friendly milk dispenser. With a firm focus now on ways to reduce packaging waste, milk cartons are certainly one item in the spotlight. Only 1 in 4 plastic milk bottles are actually recycled. The remaining 3 in 4 cartons go to landfill creating unnecessary waste. The JUGIT project is aimed at those concerned about the associated environmental impact. Consumers need to buy one jug, then bags of milk to fill the unit. This concept is new to Britain, but has been available elsewhere for some time where milk sold in bags is already a regular choice for 60 percent of consumers in Canada, Poland, South Africa and China. The JUGIT milk bags are made from very strong low density polyethylene and use 75 percent less packaging than standard plastic bottles.
MNB Moulds manufactured the tooling for a number of the components, including a two-cavity tool for the handle, a two-cavity tool for the lid, a four-cavity tool for the spout spike and an eight-cavity tool for the clamping mechanism. Focusing on the four-cavity spike tool, Ryan explains, "The complete tool was designed, cut and built within a 1,000 hour window. The implementation of the Compass Technology has resulted in a 20-percent increase in our machining productivity and reduced the need for detailed tool drawings as setup sheets are generated automatically for all toolpaths. Just for this single tool we have saved approximately 60 hours of machining time alone."
The complete spike tool project can be broken down into 160 hours for design, 300 hours for CNC milling (bolster, cavities and electrodes), 250 hours for grinding, 150 hours for spark erosion, 60 hours for wire EDM and 280 hours on the bench.
Concluding, Ryan states "Moving to an entirely integrated solution has had a very important impact on our business as well as better synergy across personnel. The improvements in 2-D machining have also saved the cost of one of the turret mill operators who recently retired and whose work has been absorbed within the CNC milling section with the additional capacity created. Vero continually develops products that cover the design and manufacturing needs of a toolroom like mine and have firmly established themselves as an integral part of our future."












Related Content

The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
Tolerancing in Mold Design, Part 1: Understanding the Issues of Conventional Bilateral Tolerancing
Mold designers must understand the location, orientation and form limitations of conventional tolerancing before changing to another dimensioning system.
Read More
How to Manage Wall Thickness Changes in Your Mold Design
To ensure even filling and cooling, consider wall section transitions, corners and fillets, ribs and bosses, lip and rim designs and CAE flow simulation software.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More